
浙石化催化裂化装置烟道焊缝开裂故障分析及对策
催化裂化装置中,反应再生单元高温烟道连接再生器、第三旋风分离器(以下简称三旋)、烟气轮机等设备,具有大直径、长跨距、复杂结构特征。催化裂化装置生产运行中,三旋至烟机入口段高温烟道常发泄漏故障,严重影响装置的安全、平稳、长周期运行。文中通过对管道泄漏现场现象、检修过程和原因的论证分析,探讨应对措施。
烟道焊缝开裂及处理情况
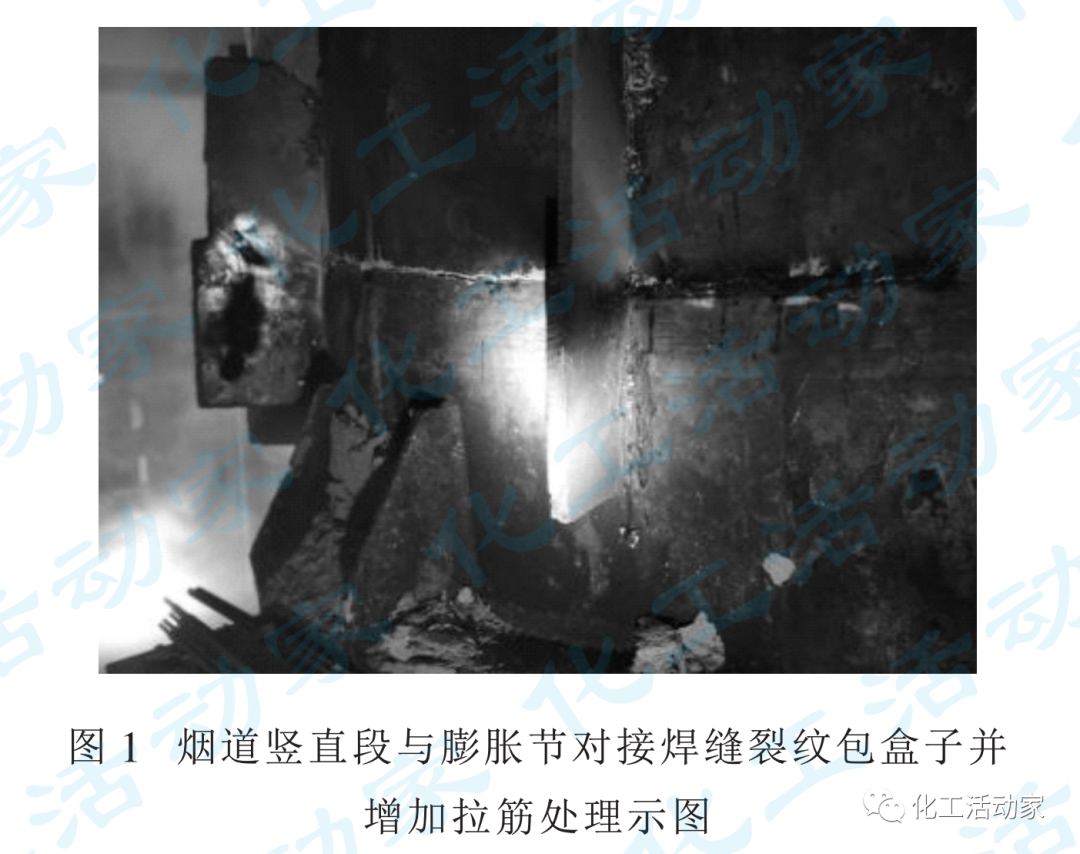
2015年,某催化裂化装置三旋出口烟道器壁接管(材质为304H)与虾米腰对接焊缝出现长约1m、宽约6mm裂纹。采用带压捻缝方式堵漏、补焊后,对泄漏焊缝处进行贴钢板、增加拉筋补强处理。2018年,三旋至烟机烟道竖直段(材质316H)与膨胀节对接焊缝出现长约1m的裂纹泄漏,采用包盒子方式进行堵漏。2019年,三旋至烟机烟道竖直段与第2个膨胀节对接焊缝出现裂纹,以膨胀节铰链板为中心向两侧延展,一侧裂纹长约1060mm,另一侧裂纹长约940mm,采用包盒子并增加拉筋的方式进行堵漏,见图1。
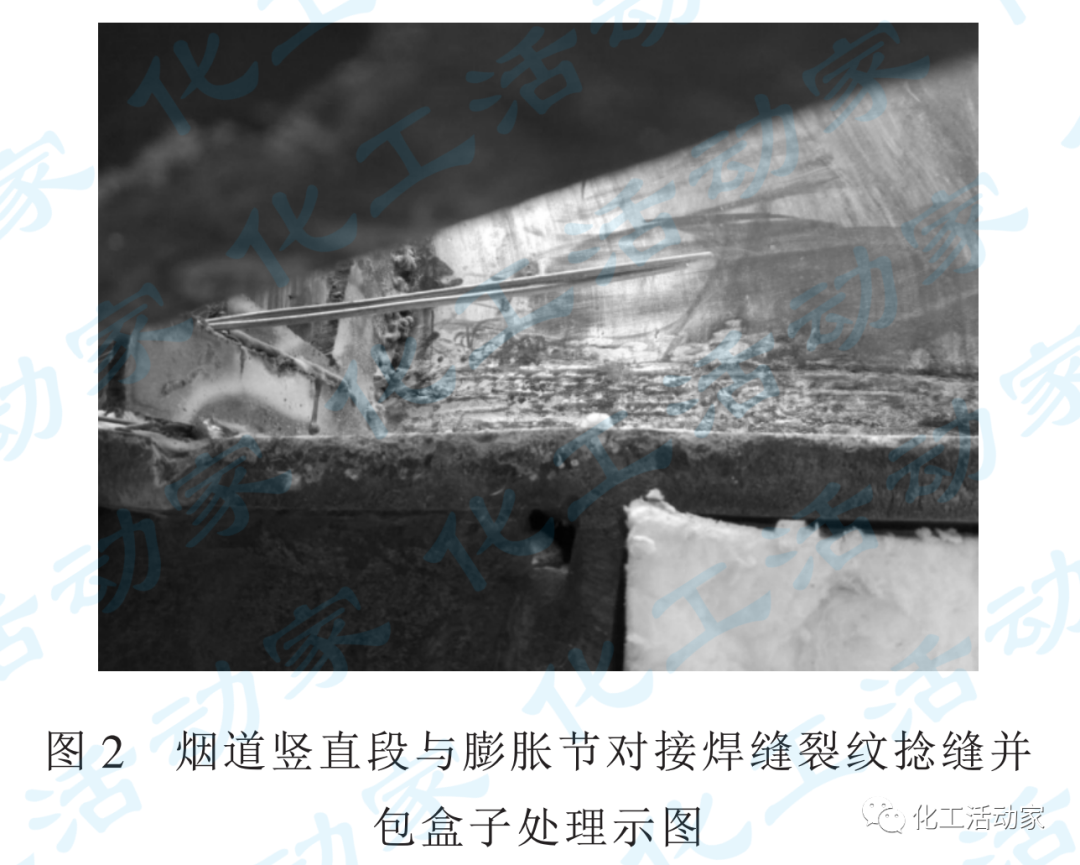
2019年,某催化裂化装置三旋至烟机烟道竖直段(材质304H)与第一个膨胀节对接焊缝出现裂纹泄漏,裂纹长度约600mm,采取捻缝、包盒子方式进行处理,并在该焊缝周向增加L型补强筋板,见图2。
2019年,某催化裂化装置三旋至烟机烟道竖直段与膨胀节对接焊缝发生裂纹泄漏,采取包盒子方式进行堵漏,见图3。
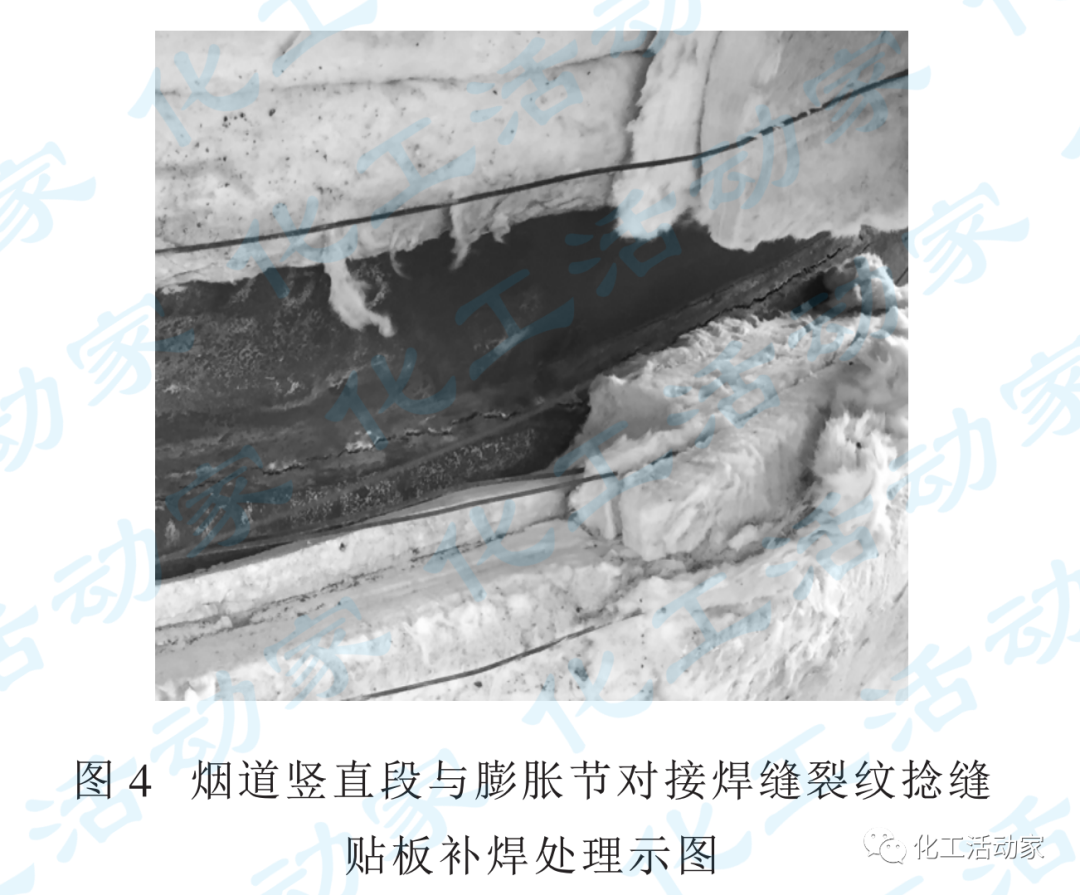
2019年,某催化裂化装置三旋至烟机烟道(材质316H)第一道对接焊缝裂纹泄漏,采取捻缝贴板补焊方式进行堵漏,见图4。
三旋至烟机入口段烟道焊缝开裂原因分析
01高温下材料劣化
三旋至烟机入口段烟道工作温度在650~700℃,为了防止衬里块脱落对烟机过流部件造成损害,该段烟道设计为无衬里形式,材质多选用304H或316H。
高温下,300系列不锈钢的晶界滑移和位错会导致材料变形和硬化,金属原子的扩散还会使得材料硬化消除。在时间、应力与温度的共同作用下,硬化-硬化消除过程交替出现,导致金属内部出现多种析出相,材料宏观性能不断劣化。此外,温度升高还会使材料的断裂方式发生改变,由穿晶断裂逐渐转变成沿晶断裂。当管道内部应力高于材料的高温强度极限时,就会导致管道发生开裂。尤其是当三旋至烟机入口烟道出现多次或严重超温时,就可能在短时间内出现开裂问题。
02多种应力集中作用
相当一部分烟道开裂部位位于烟道与膨胀节对接焊缝处,且裂纹多以近膨胀节铰链板部位为中心。结构方面,三旋至烟机入口管系竖直段上多采用单式铰链型膨胀节,该类型膨胀节可以吸收与铰链转动方向一致的较大弯曲变形,但对管道轴向变形和与铰链转动方向垂直的弯曲变形,吸收过程容易导致轴向和垂直于铰链转动方向较高水平的拉应力,从而在靠近膨胀节两侧铰链板的焊缝位置产生应力集中。焊接方面,部分膨胀节的端管(端管壁厚28mm)与烟道母材厚度(烟道壁厚20mm)偏差较大,虽打磨坡口,焊接后仍然存在应力集中。其他方面,部分烟道在管道系统设置、膨胀节变形及支吊架受力等因素影响下,在冷热态变化过程中,烟道整体受力多变、不均匀,因热变形产生的应力无法得到有效释放,从而造成局部应力集中。
总之,烟道焊缝承受的拉应力包括烟道在安装、组配时的焊接残余应力、工作状态下承受的外加载荷、结构自身拘束条件所造成的结构应力以及设备工作状态下因内外温度差所引起的热应力等,其中焊接残余应力最大。在高温和应力集中作用下,烟道焊缝,尤其是位于烟道与膨胀节两侧铰链板附近的对接焊缝容易产生裂纹泄漏。
03焊缝金属劣化及缺陷
奥氏体不锈钢内含有少量S、P等有害元素,焊接时有害元素会在晶体边界上偏析并生成低熔点的次生相,导致焊缝冷却时产生热裂纹。焊接时常利用这些有害元素在铁素体中的溶解速度快于在奥氏体中的特性,在焊条中加入适量铁素体,以降低奥氏体焊接时的热裂纹倾向。这种焊缝中的铁素体称之为δ-铁素体。铁素体含量过少时,易产生热裂纹;而含量偏高时,焊接熔融区就可能存在连续的铁素体网络,长时间在高温环境下δ-铁素体转变为σ相,使焊缝部位的延展性和韧性降低,材料产生脆化,在较低的应力下造成晶界开裂,产生裂纹并扩展。热疲劳和氧化夹杂可能会促进裂纹的扩展。
一部分发生裂纹的焊缝为烟道管系安装时的预变位对接焊缝,安装时可能存在强制对口、错口或夹渣、气孔等焊接缺陷。一旦存在这些缺陷,在焊接残余应力、焊后消应力热处理不充分及高低温剧烈变化等因素的共同作用下,这些位置就容易产生微观裂纹。而原始微观裂纹正是造成管道焊缝开裂的起始因素。
04管道系统布置不当
三旋至烟机入口烟道工作温度高,管道系统跨距长,设置有膨胀节、支吊架等部件,从烟道冷热态变化过程中膨胀节波纹管变形、支吊架受力情况分析,烟道整体受力呈三维立体多变形态。但有的装置三旋至烟机入口烟道的管道系统按二维平面L型布置,或者在烟道对口时未进行预变位、预变位不足,造成热变形产生的应力无法得到有效释放,进而发生膨胀节过度拉伸或压缩、烟道对接焊缝受力开裂等故障。
05低温露点腐蚀
这种情况多发生于三旋至烟机入口水平烟道的低点,在装置停工期间,水平烟道膨胀节及低点焊缝处聚集烟气低温凝水,烟气中的SO42-、SO2、NOx等极易形成酸性溶液,构成了产生应力腐蚀裂纹的腐蚀介质和电化学反应条件,从而造成膨胀节及低点焊缝腐蚀开裂。
06膨胀节保温不当
烟道工作温度高,为避免波纹管及铰链板温度过高、产生过度变形和应力,烟道膨胀节波纹管及铰链板处不应加外保温。部分催化裂化装置烟道在膨胀节铰链板部位增加了外保温,造成铰链板过度变形受力。此外,设计制造时,为了提高整体刚度,膨胀节端口管、主副铰链板均进行了加厚处理,加强环板增加了筋板。铰链板过度变形受力后,在膨胀节与烟道对接焊缝强度薄弱部位产生过多应力,从而造成焊缝开裂。
有的由于整个三旋至烟机烟道管道系统更换保温材料后,保温效果发生变化,正常运行时,烟道外壁温度随之发生变化,造成烟道热变形增大,从而在烟道焊缝处产生较大热应力。还有的是在烟道焊缝缺陷处理过程中,局部拆除保温后,烟道在同一平面内温度不均匀,可能产生局部应力变化,加剧裂纹的扩展。更有个别的是因为保温材料氯离子含量过高,造成烟道焊缝氯离子应力腐蚀开裂。
07交变应力荷载
交变应力荷载常出现于三旋至烟机入口烟道温度变化幅度较大、较频繁,烟气流动状态不佳,支撑不足造成烟道振动等情况下,可引发烟道焊缝区域材料疲劳失效开裂。雨雪天气加之烟道保温效果不佳或存在缺陷,也会造成烟道焊缝外表温度急剧变化,带来较大拉应力和交变应力荷载。
08框架结构限制
三旋至烟机入口烟道一般处于三旋框架中,框架结构的横梁等距离烟道或膨胀节端口管、铰链板过近时,在工作温度下,发生较大位移的烟道和膨胀节就可能与框架结构横梁发生接触,从而影响烟道和膨胀节的正常位移,在烟道焊缝处产生过大应力,造成焊缝开裂。
三旋至烟机入口段烟道焊缝开裂应对措施
01优化烟道选材
三旋至烟机入口烟道推荐选用抗高温氧化能力、高温强度、耐蚀性更好的316H材质。对比316H与304H的元素组成(表1)可知,316H在304H的基础上,提高了镍的含量,加入了钼元素。

镍是奥氏体的主要形成元素,使钢材具备良好的塑形和韧性、优良的冷热加工性能及焊接性能,同时提高了钢材的抗高温氧化能力。钼是铁素体形成元素,使钢材耐还原性酸、耐孔蚀、耐缝隙腐蚀的性能增强,还能提高奥氏体不锈钢的高温强度。从性能比较来看,316H作为烟气管道的材料有着更大的优势。
02消除焊缝缺陷和焊接残余应力
严格按照设计要求对烟道焊缝进行焊接,尤其要注重烟道与膨胀节的对接焊缝,此处多为不同壁厚管材对接,需要双面打坡口和全焊透,坡口角度适当,注意焊接电流、层间温度等参数,焊后进行高于820℃热处理,以消除焊缝缺陷和焊接残余应力。
做好烟道管道系统预变位工序。预变位的目的是减少波纹管的应力,延长膨胀节的使用寿命,还可以减小操作时烟道作用在烟机或固定支座上的力和力矩,有利于烟机平稳运行。预变位取烟道膨胀量的一半,波纹管上的应力则为不进行预变位时的一半,由变形所引起的推力和力矩也为不进行预变位时的一半。
03提高焊缝金属金相品质
焊接时采用合适的焊条,注意铁素体的含量不能过高或过低(一般3%~5%),以求在焊缝金属中形成奥氏体-铁素体双相组织,既可以减少晶间腐蚀的倾向,又可以细化奥氏体晶粒,防止杂质的聚集和低熔点共晶体的形成。
04优化管道系统设置
三旋至烟机入口烟道管道系统优化为三维立体Z型布置,在垂直管段中部设置固定承重支架,以此固定支架为死点,将整个管道系统分为上部以三旋出口为支点和下部以烟机入口为支点的2个L型平面管系,2个平面管道系统各设置3个1组的单式铰链膨胀节(铰链方向不同)。上部1组膨胀节的铰链方向与该L型平面管道系统一致,均位于平面两侧,利用波纹管角位移来吸收三旋出口烟道在该平面系内的位移。下部1组膨胀节的铰链方向与该L型平面管道系统一致,均位于平面两侧,利用波纹管角位移来吸收烟机入口烟道在该平面系内的位移。在烟机入口近段再设置2个万向型角位移膨胀节,以吸收附加力和力矩,改善烟机本体受力情况。优化后,各膨胀节间距较大,其补偿量可以很大。大口径波纹管的弯曲刚度比轴向刚度小得多,并有铰链等附件来承受内压,不会产生由内压引起的推力,因此作用在烟机上的力较小。
05停工检查和维护
停工时对膨胀节波纹管与端管焊缝、膨胀节与烟道焊缝、铰链板与筒节连接焊缝等处进行着色检查,对焊缝热影响区母材进行硬度检查、金相分析,及时发现初始微裂纹缺陷并进行相应分析和处理。停工时注意烟机入口水平烟道及膨胀节低点的清洁情况,避免酸性凝液聚积对烟道焊缝产生腐蚀。
06改善烟道保温状况
为避免过大温差应力,膨胀节波纹管及铰链板处不应设置保温。保温材料改变时,应核算温度变化对管道系统变形的影响。烟道保温施工完毕后应按要求进行验收,在烟道正常运行期间,尤其是雨雪极端天气前后,要对保温效果进行检查,及时整改保温缺陷。烟道出现焊缝缺陷,需要局部拆除保温时,应尽量缩短处理时间,尽快恢复保温。
为了防止氯离子对烟道的腐蚀,保温材料中的氯离子含量应符合GB/T 17393-2008《覆盖奥氏体不锈钢用绝热材料规范》的规定。
07改善烟道运行条件
平稳控制三旋至烟机入口烟道温度,控制变化幅度和频次,避免超温。改善烟道内烟气流动状态,核算烟道管系支撑强度,必要时增加导向支架、弹簧吊架,减缓烟道振动。
08检查框架结构对烟道的限制
装置开工前对框架结构与烟道及膨胀节之间的间隙进行检查确认,保证足够的位移空间。烟道正常运行过程中也要定期进行检查,及时发现异常位移或抵触情况,及时消除。
