
大型压缩机连接管线无应力安装工艺
1.大型压缩机连接管道无应力安装工艺流程
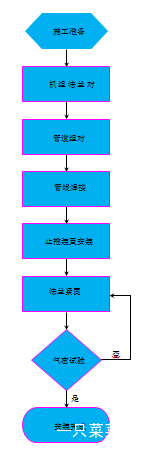
2.施工要点
长输管道压气站压缩机连接管道无应力安装施工操作特点:
1)大型压缩机连接管道应尽量采用合拢组对法,即以远离设备法兰接口的一端为始点,朝动设备法兰方向逐段配管。当管道安装至动设备一定距离后,再以动设备法兰口为始点,向原始点方向配管。
2)管道组对完成后监测管道应力变化,可能导致法兰的平行度或同轴度不合格,需要进行调整之后才能将管道与设备连接。
3)压缩机与管道的法兰组对前,法兰密封面必须清理干净,组对时使两法兰密封面的距离等于垫片厚度,调整法兰平行度偏差在0.1mm以内。所有管道支架应按设计规定就位,吊架不得倾斜。在管道封闭前,使用临时支架,待调整管段点焊固定后即应将所有临时支架拆除,使管道在设计支架系统支承下以及设备法兰自由状态下焊接。
4)压缩机与管道连接前,必须将内部清理干净,做到管内无杂质。与设备连接时,其固定焊口远离压缩机,以避免焊接应力的影响。管道与压缩机连接应自由对中,在自由状态下,其法兰平行度与同轴度应满足要求。
5)管道系统与压缩机最终封闭连接时,在压缩机联轴器轴端处设百分表监测位移。
6)管道安装不允许对压缩机产生附加应力,不得用强制的方法补偿安装偏差,管道安装合格后,不得承受设计外的附加载荷。
7)定期用百分表检测是否存在变形,变形量是否超过规范要求。以保证场站压缩机组能够长周期安全平稳运行。
2.1机组法兰对中
1)在压缩机进出口管道连接安装前,仔细检查法兰密封面是否存在加工缺陷及运输过程中造成的表面划伤。法兰与机组的连接必须在机组找正、找平、精对中完成之后进行;
2)利用δ=3mm石棉板制作临时垫片,尺寸与正式垫片相同;
3)与机组连接的配对法兰在自由状态下应平行且同心,法兰间距以自由状态下能顺利放入垫片的最小间距为宜,螺栓能够自由穿入螺栓孔;
4)利用行吊将压缩机组进口过滤器短节与压缩机进口法兰连接安装,安装时须注意安装方向加入临时石棉垫片2片(两片法兰中间有临时过滤器),法兰螺栓使用液压扳手紧固力矩约800psi,采用临时支撑将过滤器短节进行支撑;
5)利用行吊将与过滤器短节法兰配套的法兰进行连接安装,并加入石棉垫片,在螺栓紧固时,法兰间隙保证在3mm,(考虑焊口焊接收缩量为1mm,最终间距4mm,垫片应能顺利插入)。螺栓紧固力矩约800psi;
6)法兰连接时法兰平行度≤0.1mm,同心度≤0.5mm,安装过程中采用游标卡尺检查法兰平行度,并用螺旋千斤顶调整法兰同心度,螺栓能够自由穿入螺栓孔。
2.2管道安装安装与焊接
大型压缩机进出口管道的配管安装质量的好坏与压缩机本体的质量精度有着密切的关系,如果稍有疏忽,将会使已经安装找正合格的压缩机组产生位移和变形,从而破坏其水平度和同心度,为了确保压缩机组的安装精度,每条管道的配管,组对焊接不允许有任何外力作用在机组本体上,从而使压缩机组始终保持在自由状态下安全平稳运行。
以国内某项目为例。下图中,4#焊口至管道法兰称为封闭管段,4#焊口至去其它设备的管道为自由管段。封闭管段必须在机组找正、找平固定后方可进行安装,并在自由管段安装合格后安装封闭管段。
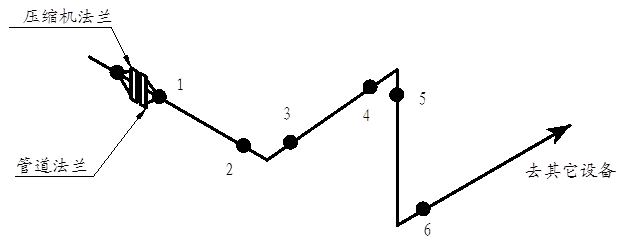
所有管道的配管附加在压缩机上的外力(应累计影响压缩机组的同心度必须小于0.03mm),封闭管段最后组对焊接的焊口,选择在4#焊口上,这个焊口的组对焊接所产生的应力对压缩机组的影响是非常灵敏和直观的,便于及时调整清除附加在压缩机组上的外力。
管道焊接组对是保证管道对压缩机组不产生应力的关键。因此压缩机进出口管道焊接时必须严格按照步骤操作:
1)工艺管道与机组正式连接前应进行共检确认,确认各管道无应力情况、各管口法兰间隙、法兰中心偏心值符合。配管时必须以压缩机本体法兰为基准进行实测,实量,并在计算长度时,充分考虑配管打磨和焊接收缩量的余量;
2)复检焊口的组对间隙、错边量和压缩机本体法兰与配对法兰的平行度和同心度,压缩机进出口管道与法兰分别进行八等分采用米字型焊接连接;
3)点焊固定完成后,撤去临时支撑,复测压缩机本体法兰与配对法兰的平行度和同心度。
4)焊接管道前,在压缩机端连接联轴器的轴径向左侧或者右侧和端面打百分表,焊接管道时,选用四名优秀焊工,保证焊接探伤一次成功(焊缝无返修)采用进口管道和出口管道同时焊接的办法,保证在焊接完成后,百分表的读数基本不发生变化。在焊接过程中,同时对称交错进行,必须对压缩机本体法兰与配对法兰的平行度、同心度进行全过程监察。如果发现跑偏现象,表值对应的一边须暂时停止焊接,待表值恢复正常后,在进行焊接施工。
5)焊接监测:在焊口焊接时必须对压缩机本体的法兰与立管法兰平行度、对中度进行全过程的监控。如果平行度、对中度变化超过规定要求,则及时采取调整焊缝位置、时间、速度等措施消除焊接所产生地的应力变化,保证两法兰的平行度和队中度在控制范围之内。
2.3设置止推装置
根据以往压缩机进出口连接管道安装完成后应力分析,压缩机进出口管道上需设置止推装置。进口处止推装置位于管沟内,通过调节支架上螺栓使支架与管沟壁内嵌的钢板紧靠在一起;出口处止推装置位于地上和管沟内,通过调节支架上螺栓使支架与H型钢紧靠在一起。
压缩机进出口管道由于施工和运行时温差而产生较大应力,为防止此中情况带来的不良影响,在发生应力的轴向位置增设止推装置。对于压缩机入口处的止推装置,图中受力面为管沟壁中的内嵌钢板;对于压缩机出口处的止推装置,图中受力面为H型钢支架。
2.4法兰紧固
为保证高压法兰螺栓的预紧力相同,并保证螺栓预紧力能满足后续的水压试验和机组运行要求,法兰螺栓紧固时全部采用液压扳手(定力矩扳手)进行紧固。
管道无损检测合格后开始进出口法兰紧固。紧固前,检查(调整)两项内容:(1)连接法兰的间隙、平行度、同心度,必须符合安装要求;(2)复测压缩机组的同心度,再次确认配管无应力附加在压缩机本体上,并在压缩机本体上设置百分表在螺栓紧固过程中进行检测。
取出临时垫片,加入正式垫片,进行压缩机进、出口法兰紧固,同样在压缩机端连接联轴器的轴的径向左侧或者右侧和端面上打上百分表,用液压扳手进行紧固,在紧固过程中,若百分表读数发生变化时(根据百分表数值的变化可以判定压缩机移动方向),停下此端的紧固,把液压扳手拿到压缩机组另一侧进行法兰紧固,保证螺栓在紧固过程中,百分表的读数基本上不发生变化。法兰紧固采用液压扳手使用米字型循环紧固法进行紧固。
