
中石油专家分享重油催化裂化装置塔顶低温系统的腐蚀管控
近年来,随着原油品质不断劣化,加工过程中的腐蚀情况也越发严重。为了从整体上提升装置塔顶低温系统腐蚀管控水平,对某石化企业重油催化裂化装置塔顶低温系统腐蚀和日常腐蚀管控情况进行分析,总结了塔顶低温系统腐蚀原因,梳理出工艺防腐管理目前存在的问题,提出相应的对策,为今后装置防腐蚀工作提供借鉴。
关键词:流化催化裂化;低温系统;结盐;露点
流化催化裂化是炼油工业中重要的二次加工技术,是重油轻质化的重要手段,是原料油在适宜的温度、压力和催化剂作用下,进行分解、异构化、氢转移、芳构化和缩合等一系列化学反应,原料油转化成气体、汽油和柴油等主要产品及油浆的生产过程。催化裂化产品具有轻质油收率高、汽油辛烷值较高和气体产品中烯烃含量高等特点[1]。随着加工原料劣质化加剧,重油催化裂化装置的腐蚀管控工作也越来越引起大家重视。
某石化企业0.8 Mt/a重油催化裂化装置于1994年11月建成投产,原装置设计规模为0.5 Mt/a,所加工的原料为混合蜡油。2000年8月将装置改造成掺炼30%减压渣油的重油催化裂化,增加了外取热器,提高了主风机的供风量,并在2002年7月进行了MGD(多产液化气和柴油的工艺技术,Maximizing Gas and Diesel)改造。2004年9月为优化全厂重油加工,改善产品结构,装置又进行了0.8 Mt/a重油催化裂化改造工程。催化裂化的生产过程包括反应再生、热工、分馏和吸收稳定等部分。分馏塔顶与吸收稳定部分主要通过工艺防腐措施进行腐蚀管控。
1 大检修期间腐蚀调查
2019年大检修期间,对重油催化裂化装置发生腐蚀的主要设备进行了检查,检查发现分馏塔顶第三人孔至顶第四人孔塔盘支撑圈梁部分表面出现密集蚀坑,坑深0.5~1.5 mm,直径1.0~1.5 mm。塔顶第四人孔上层塔盘降液板与塔壁连接处两侧焊缝出现腐蚀穿孔。吸收解吸塔塔壁及塔盘锈蚀较多,基体平整,内构件完好,整体腐蚀较轻。吸收解吸塔下端塔内壁及内构件整体积垢较重,垢下密布蚀坑,蚀坑直径最大约10 mm,深 0.2~1.3 mm,其中降液板腐蚀最严重。
1.1 腐蚀类型
腐蚀类型:湿硫化氢腐蚀+低温硫化氢应力腐蚀开裂+湿硫化氢损伤,腐蚀部位:分馏塔塔顶、脱吸塔、稳定塔、气压机入口分离器以及与之相连接的管线。
1.2 腐蚀机理
硫化氢腐蚀部位多存在于操作温度小于 150 ℃ 的设备上,表现为均匀腐蚀或者孔蚀,两相转变处的腐蚀情况最严重。在加工过程中介质中含有HCl和H2S,因其沸点低,故大多集中在塔顶,与塔顶部位凝结的水蒸气结合时,会形成强酸性腐蚀介质,引起金属腐蚀。H2S与金属反应生成硫化亚铁保护膜附着在金属表面阻碍腐蚀继续进行。但在有强酸性腐蚀介质存在的环境下,硫化亚铁与强酸反应生成可溶性铁盐,破坏保护膜,与释放出的H2S继续参与反应,加剧腐蚀[2]。
1.3 重点腐蚀部位
设备和管道重点腐蚀部位见表1。
表1 重点腐蚀部位
1.4 腐蚀问题分析
(1)塔类
分馏塔顶第三人孔至第四人孔塔盘支撑圈梁部分表面出现密集蚀坑,坑深0.5~1.5 mm,直径1~1.5 mm;第四人孔上层塔盘降液板与塔壁连接处两侧焊缝出现腐蚀穿孔,如图1和图2所示。

图1 支撑圈梁腐蚀形貌

图2 焊缝穿孔腐蚀形貌
再吸收塔塔壁及塔盘锈蚀较多,基体平整,内构件完好,整体腐蚀较轻,如图3和图4所示。

图3 塔壁腐蚀形貌

图4 底封头腐蚀形貌
吸收解吸塔下端塔内壁及内构件整体积垢较严重,垢下密布蚀坑,蚀坑直径最大约10 mm,深 0.2~1.3 mm,其中降液板和受液槽腐蚀最重,如图5和图6所示。

图5 降液板蚀坑形貌
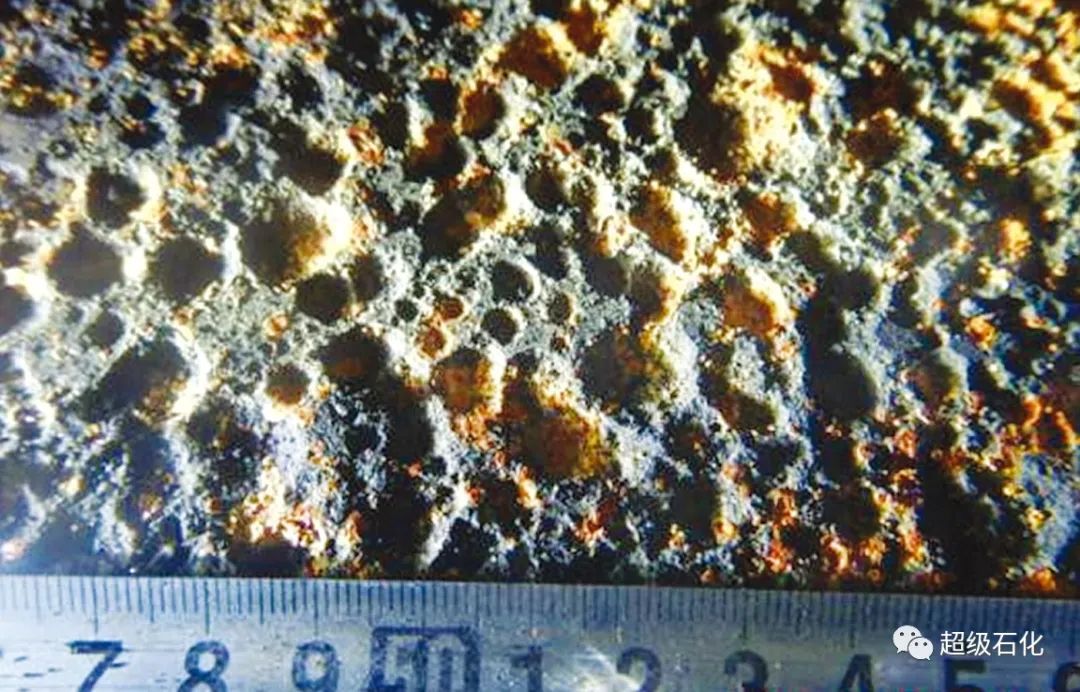
图6 受液槽蚀坑形貌
(2)容器类
凝缩油压送罐内壁及封头内壁密布蚀坑,蚀坑直径约10 mm,深1~2.5 mm,如图7所示。

图7 罐内壁蚀坑形貌
该罐主要发生HCN+H2S+H2O腐蚀和铵盐垢下腐蚀,大检修期间对蚀坑较深处堆焊修复,管内壁采用环氧树脂类或聚氨酯树脂类防腐涂料。
放火炬罐罐底内壁靠近封头处密布蚀坑,蚀坑直径5~10 mm,深0.5~1 mm,见图8。该处腐蚀类型为HCN+H2S+H2O腐蚀和铵盐垢下腐蚀,因蚀坑较浅,管内壁采用涂料防腐。腐蚀形貌如图8所示。

图8 罐内壁蚀坑形貌
(3)换热器类
换热器整体情况良好,未出现明显腐蚀现象。分馏塔顶油气换热器管箱及管板表面有锈垢,垢下无明显蚀坑,测厚数据正常,未发现明显减薄。换热器宏观形貌如图9和图10所示。

图9 换热器封头腐蚀形貌

图10 换热器管束腐蚀形貌
通过2019年腐蚀检查发现吸收解吸塔、再吸收塔、稳定塔上段和塔顶油气管线即低温部位腐蚀较轻,一般气相部位腐蚀轻微,液相部位腐蚀较严重,尤其是气液两相转变的部位即“露点”部位较为严重。所以在2020年新的生产周期,主要通过控制原料性质、平稳操作、加注缓蚀剂与注水进行腐蚀管控。
2 原料评价
重油催化裂化装置原料来源主要是减压侧线油、常压渣油(常渣)、焦化蜡油和部分减压渣油(减渣)。2020年催化原料构成情况见表2。
表2 2020年催化原料构成

由2表可以看出,2020年催化裂化装置掺炼渣油(常渣+减渣)仅为16.85%,原料性质好于设计值(2004年设计值掺渣为50%),因此原料中腐蚀性介质含量较低。
采取每周一次分析原料的方式,检测其中腐蚀介质含量。原料中硫质量分数分析数据见表3。
表3 原料中硫含量分析数据 w,%

2020年部分月份原料中硫含量仍然较高,1月下旬调整重油催化裂化装置原料结构,提高了掺渣率,导致原料较重。由于装置的腐蚀风险加剧,为缓解腐蚀带来的风险,主要采取了以下措施:
(1)第二提升器蒸汽预提升改干气预提升,降低分馏塔顶水汽分压,提高塔顶露点温度。
(2)落实好工艺防腐措施,适当增加缓蚀剂注入量。2020年1月缓蚀剂加注量为10.0 μg/g,2月份增至11.5 μg/g。分馏塔顶油气管线缓蚀剂的加注形式为塔顶换热器H213/(1—6)三点分散注剂,在生产运行中,存在偏流和不能完全保障的情况。
(3)落实好巡检制度,做好设备巡检,尤其是分馏塔顶油气系统、顶循环系统、油浆系统、吸收稳定系统和锅炉本体等。
(4)监控原料盐质量浓度,确保不大于3 mg/L,从源头上降低分馏塔结盐的风险。
(5)控制分馏塔顶温度在其露点温度14 ℃以上。
(6)3月份启用柴油回炼,降低掺渣率,改善原料性质。
通过采取以上措施缓解了低系统腐蚀,减轻了分馏系统发生结盐的风险。
由于该石化企业没有分析原料中氮含量和氯含量的设备,采取外送样的方式进行分析,其中2020年11月17日装置原料中氮质量分数为 1 629 μg/g,氯质量分数小于2.0 μg/g,均小于装置的设防值。虽然取样时原料中氮含量和氯含量较低,但是取样分析频次离相关防腐要求还有较大差距,不能有效监控原料中氮含量和氯含量。
3 检测数据分析
通常采取分析酸性水中铁离子含量的方式监控分馏塔顶油气线、顶循环线及压缩富气线低温部位腐蚀情况。2020年酸性水铁离子含量分析数据见表4。
表4 2020年装置酸性水铁离子分析数据 mg/L

2020年装置执行工艺防腐措施提高酸性水分析频次,每周二、四进行酸性水采样分析。装置酸性水铁离子合格率为97%,达到防腐指标要求。随着原料性质的好转和装置注水(剂)的对应调整,装置酸性水中铁离子含量逐步下降,达标能力稳步提升。
4 关键操作参数的控制
4.1 分馏塔顶露点温度
2020年分馏塔顶计算出的露点温度为91~92.5 ℃,分馏塔顶温度控制在109~112 ℃,满足工艺防腐中规定分馏塔顶温度至少大于露点温度14 ℃的要求,减轻了分馏塔发生湿硫化氢应力腐蚀开裂和结盐的风险。
4.2 分馏塔结盐温度
2020年分馏塔计算出的结盐温度为125 ℃左右,将分馏塔顶部温度控制在109~112 ℃,分馏系统存在结盐的风险。
为了减缓塔顶结盐及腐蚀,采取了如下措施:(1)利用好顶循脱水罐在线除水设施,控制脱水罐界面为40%~70%,有效降低顶循返塔含水率;(2)稳定分馏塔顶冷回流流量,避免冷回流流量过大,防止造成分馏塔顶部分水蒸气冷凝;(3)监控分馏塔压力降和汽柴油质量;(4)顶循环流量稳定,顶循环回流泵每三个月定期切换一次[3]。
分馏塔操作情况:(1)分馏塔顶温度控制稳定,控制在109~112 ℃;(2)分馏塔压力降为 0.05 MPa,未发生压力降明显增加的情况;(3)顶循环流量稳定。根据以上判断,分馏塔顶未发生结盐情况。如若发生塔顶结盐,必须及时降低处理量,水洗分馏塔直至分析水质合格。
4.3 分馏塔顶循返塔温度
2020年分馏塔顶循返塔温度73~76 ℃,达不到90 ℃的温度要求,从而推断分馏塔存在一定的结盐和腐蚀风险。
为了减缓塔顶结盐及腐蚀采取了如下措施:(1)利用好顶循脱水罐在线除水设施,控制脱水罐界面在40%~70%,有效降低顶循返塔含水率;(2)稳定分馏塔顶冷回流流量,避免冷回流流量过大,防止造成分馏塔顶部分水蒸气冷凝;(3)监控分馏塔压力降(目前在0.05 MPa)和汽柴油质量。
分馏塔操作情况如下:(1)分馏塔顶温度控制稳定,控制在110 ℃左右;(2)分馏塔压力降为0.05 MPa,未发生压力降增加的情况;(3)顶循环流量稳定。若发生分馏塔结盐的情况,可以进行在线水洗。
通过采取以上控制措施,未发生低温系统腐蚀泄漏问题,整体来看,腐蚀管控效果较好。
5 腐蚀管控措施
(1)选择并维持能减轻或防止腐蚀发生的工艺条件,即适宜的温度、压力、组分比例、pH值和流速等。
(2)工艺防腐蚀的主要控制指标纳入生产工艺平稳率考核。
(3)配置相关设备仪器,加强对原油进行硫含量、氮含量、盐含量、酸值和重金属含量等指标的检测分析,以便及时调整工艺防腐蚀方案。
(4)针对加注点分散的问题,委托设计院对注水、注剂流程进行核算,增上雾化喷嘴,从而改善注水、注剂效果。
6 结束语
通过2019年大检修腐蚀检查,该企业重油催化裂化装置低温系统腐蚀较轻,说明在上一个生产周期,工艺防腐管控较好。在2020年,主要通过控制原料组成、平稳操作和加注缓蚀剂等措施对其进行腐蚀管控。从监检测数据来看,管控情况较好,但仍存在一定问题,主要是:原料腐蚀性介质分析频次不够,管控受限;存在结盐风险,需在生产中加强监控;缓蚀剂加注点分散,需要设计院核算,统一变更到主管线等。下一步将对其进行逐一解决,使装置腐蚀切实管控有效。
