
催化裂化装置长周期运行技术
摘要:格尔木炼油厂催化装置长周期运行的问题一度成为制约全厂生产正常运行、提升经济效益的瓶颈问题。为了解决以上问题,实现装置的长周期运行,格尔木炼油厂根据华东设计院的设计方案,于2012年对催化装置反再和分馏系统进行了消除瓶颈的技术改造。通过改造以后,油浆系统结焦问题得到一定缓解,油气在提升管内的停留时间缩短,本着优化油浆系统运行情况的目的,摸索出了适合催化裂化装置的减压渣油进料性质。通过一系列的消除瓶颈改造工程、优化操作之后,装置的产品质量及分布得到大幅改善,取得了显著成效。
关键词:催化裂化 长周期 改造 优化
Technical paper on long-term operation of catalytic cracking unit
Wang Yu
Production and operation of a workshop 816,000 in Golmud refinery, Golmud city, Qinghai province
The problem of long-term operation of the catalytic unit in Golmud refinery once became a bottleneck which restricted the normal operation of the whole plant and improved the economic benefit. In order to solve the above problems and realize the long-term operation of the unit, according to the design scheme of the east China design institute, the technical transformation of the catalytic unit reverse recycle and fractionation system to eliminate the bottleneck was carried out in 2012. After modification, the coking problem of the slurry system is alleviated and the residence time of oil and gas in the riser is shortened. in order to optimize the operation of the slurry system, the feed properties of vacuum residue suitable for catalytic cracking unit are found out. After a series of projects to eliminate bottlenecks and optimize operation, the product quality and distribution of the device have been greatly improved, and remarkable results have been achieved.
格尔木炼油厂催化裂化装置原由洛阳石化工程公司设计,于1993年投产,装置原设计处理量为60×104t/a,投产后的实际加工能力为54×104t/a。2009年格尔木炼油厂进行国三汽、柴油产品质量升级改造,催化装置由华东设计院进行设计改造,装置进料由以前的常压渣油改为大于460℃的全减压渣油,装置处理能力从60×104t/a提高到90×104t/a,年开工8400h。在实际生产中,由于进料改为大于460℃的全减压渣油后,装置分馏系统结焦严重导致生产被动,经过生产调整后,对进料进行了轻质化,进料改为大于420℃的全减压渣油运行,但在实际运行中存在以下问题:
1) 装置加工量达不到设计负荷,装置加工量只有设计值的75%左右,主要由于分馏系统结焦严重,分馏塔压降大,制约着加工量的提高;
2) 分馏油浆系统结焦严重,分馏塔底温度上升趋势快,油浆蒸发器(E211)切换频繁,不仅对生产操作带来影响,还严重影响着装置长周期运行;
3) 催化原料性质差,催化原料中胶质含量、氮含量、重金属较高,严重影响着装置正常运行以及催化剂的性能;
4 )由于装置加工量达不到设计负荷,提升管负荷低,反应停留时间4.6s高于设计值(3s),导致二次反应增加,催化汽油中烯烃含量低,产品辛烷值偏低。
针对存在的问题,2012年催化装置再一次进行了改造,原料为按大于 420℃的全减压渣油进料,装置处理量仍为90×104t/a,年开工8400h。
2012年改造优化第一再生器的内件结构,提高一再的烧焦能力、增加一再的烧焦比例,更换并采用高效待生催化剂分布器(三支120 度均布),增强待生催化剂的均匀分布效果;提高待剂分配器高度(提高1830mm)结合增加一再密相藏量,在保证实现逆流再生的同时提高一再烧焦比例。为了增强对高氮含量原料的适应性,从源头上减少油浆中的生焦组分含量,缓解油浆系统的结焦问题,优化产品结构,提高汽油的烯烃含量,需要减少汽油中烯烃的二次反应,缩短提升管(原料油反应段缩短6390mm); 更换预提升段,强化催化剂整流效果; 更换原料油雾化喷嘴,增强提升管反应气化段气固接触效果,改善产品分布并防止提升管内结焦; 调整终止剂流量并更换终止剂喷嘴,提高反应深度的可控性。为解决分馏塔底结焦问题,更换人字挡板及油浆上返塔分布器,更换油浆下返塔分布环管,更换搅拌蒸汽分布环管,增加搅拌油浆分布环管。另外新增分馏塔顶增加瓦斯冲压线及压控系统,以期实现开工不放火炬。
格尔木炼油厂结合催化装置运行实际,自2012年以来围绕催化长周期运行开展了一系列的技术改造和攻关,通过对装置本身存在的问题跟设计院沟通后进行优化改造,同时对装置主要操作参数进行调整,经过近两年的运行实践,装置长周期运行取得显著成效。
1 催化裂化装置运行现状及问题分析
1.1优化原料性质减少系统生焦
装置原料数据见表1。
表1装置原料数据
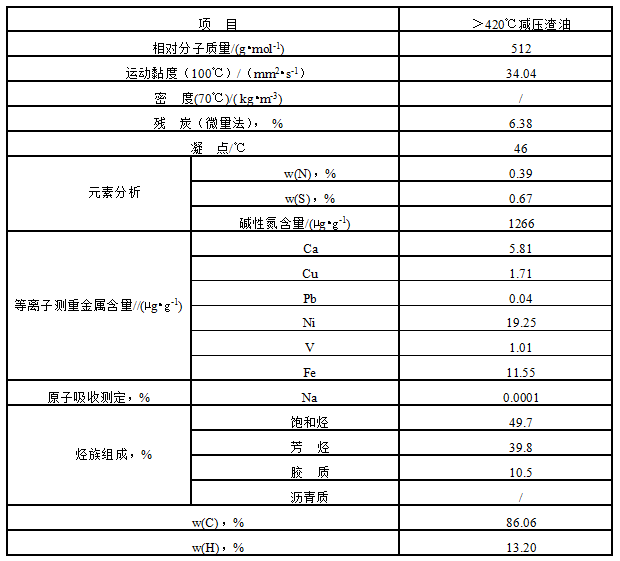
原料残炭较高,烃族组成中饱和烃含量较低、芳烃含量较高。说明该原料具有较高的生焦趋势;催化汽油高辛烷值易保证;原料较难裂化,反应应采用较高的苛刻度。
原料碱氮含量较高(1266µg/g)。为维持反应过程的催化剂活性和较高苛刻度,需要保持较高的系统催化剂活性或采用大剂油比操作。
原料粘度较高,为保证进料雾化效果及反应效率,应采用较高的原料油预热温度。
1.2通过掺炼实现原料轻质化改善进料性质
加氢改质过程中尾油同样获得了很好的加氢改质,硫、氮等杂质极少,环状烃含量或环数减少,且主要为环烷烃,催化裂化过程中难裂解的芳烃大量减少,链烷烃含量增加,对催化裂化转化十分有利,可作为优质的催化裂化原料:
在同样的反应条件下,一方面尾油的转化率比减压渣油大幅度提高,有利于汽油及气体产品的增加;另一方面,由于尾油粘度较小,与减压渣油混合作为催化裂化装置的进料,有利于催化原料的雾化,从而改善与催化剂的接触,使反应条件得到优化;此外,由于尾油中硫、氮含量极低,将使得催化稳定汽油的硫含量在一定程度上得到降低,氮含量的降低则有利于减缓油浆系统结焦,有利于催化裂化装置的长周期运行。
基于以上原理,在保持催化混合原料密度基本不变的情况下,通过提高常减压装置拔出率,减渣收率由原来的51.72%降低到50.46%,使得进料性质大幅改善。
2 通过技术改造消除制约长周期运行瓶颈
针对油气在提升管内停留时间过长,油浆系统易结焦等制约装置长周期运行的突出问题,2012年装置大检修过程中,对反再和分馏系统进行了消除瓶颈改造。
2.1 反再系统的主要改造内容
1) 采用高温短反应时间,提高反应温度等于提高反应苛刻度、增加重油的转化深度减少油浆中的结焦组分含量,缩短反应时间可以最大量保留汽油烯烃并优化产品收率,提升管(原料油反应段)缩短了6390mm。
2) 更换预提升段,强化催化剂整流效果。
3)更换原料油雾化喷嘴,增强提升管反应气化段气固接触效果,改善产品分布并防止提升管内结焦,将原料雾化喷嘴更换为KH喷嘴。
4)调整终止剂流量并更换终止剂喷嘴,提高反应深度的可控性。
5)第一再生器主要改造内容
①更换待生分布器并提高分配器在床层内的高度,更换并采用高效待生催化剂分布器(三支120度均布),增强待生催化剂的均匀分布效果;提高待剂分配器高度(提高1830mm)结合增加一再密相藏量,在保证实现逆流再生的同时提高一再烧焦比例;更换套筒流化风环管,保证待生剂在待生套筒内的均匀分布及流化风环满足长周期运行的要求。
②更换一再外取热器催化剂返回管并增加出口分布器
③一再增加一层格栅规格为50*200mm(格栅标高23400mm),床层料面需维持在该新增格栅以上0.5~1m范围内,床层内的大气泡经过该格栅后破碎为小气泡,小气泡离开床面破碎而将催化剂抛向稀相的抛射高度有限,从而可以大幅度的降低稀相密度。
④一再一级旋分料腿缩径至DN350mm,基于床层料面以下新增了一层50*200mm规格的格栅,稀相催化剂密度得以大幅度降低,因此,原设计DN500mm的料腿就偏大了,料腿缩径增加密相藏量的同时还可以解决料腿与新增外取热器返回口分布器的碰撞问题。
⑤更换一再主风分布管,强化烧焦并解决喷嘴磨损问题。
6)第二再生器主要改造内容
①更换烧焦罐主风分布管,解决喷嘴磨损问题,原因同一再主风分布管。
②大孔分布板边缘增加开孔(35个φ40的陶瓷喷嘴),增加二密相稳定性。
③由于防倒锥的高度高于再生剂溢流斗,因此实际运行中溢流斗处于床层料面以下形成淹流,为更好的脱气将再生剂溢流斗的竖直部分切除。
2.2 分馏及吸收稳定部分改造内容
①更换分馏塔底内件,为解决分馏塔底结焦问题创造条件,更换人字挡板及油浆上返塔分布器、更换油浆下返塔分布环管、更换搅拌蒸汽分布环管、增加搅拌油浆分布环管。
图2为分馏塔改造示意图。
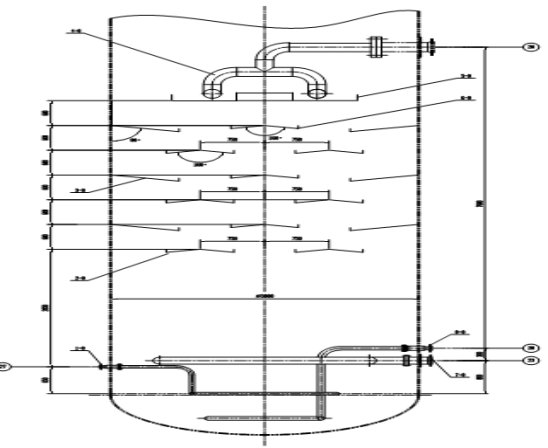
图2 分馏塔改造示意图
2. 3 改造后装置运行状况
2.3.1 产品分布
改造后的实际运行中,在保证催化剂烧焦效果同时,通过控制较低的二再密相温度,增大催化剂循环量,反应深度也相应增加,符合设计思路,虽然反应温度未达到设计值,但终止剂量和终止剂喷嘴前温度都比改造前有明显的提高,终止量由改造前的2t/h提高至目前的6t/h,而且反应温度控制在490~500℃,可以保证适当的油浆外甩量,对减缓油浆系统结焦也有所帮助。为了减少反应过程中裂化反应,减少气相负荷,对平衡剂活性进行了调整,平衡剂活性由改造前68,调整为60左右。表3为改造前后装置产品分布对比。
表3 改造前后装置产品分布对比

从产品分布来看,改造后轻质油收率和总液收都比改造前有所增加,特别是柴油收率有明显的增加。
2.3.2 装置运行中的加工量
由于改造后分馏油浆系统的运行情况比改造前有明显的改善,装置处理量较改造前有明显的提高,可以达到设计负荷,2012年11月至12月期间,催化装置加工量达到2500t/d左右。
2.3.3 催化剂跑损情况
装置催化剂跑损的问题通过抢修以及操作调整后虽然得到了改善,但催化剂自然跑损率比改造前有所上升,系统藏量上升趋势、系统缷剂次数比改造前有所减少。
2.3.4 汽油质量
由于改造中对预提升段进行了优化以及对提升管反应段进行了缩短,反应时间较改造前有明显缩短,油气在提升管内的停留时间由改造前的4.6s缩短至改造后的3s,烯烃二次反应时间减少,汽油中烯烃含量以及辛烷值都比改造前有所上升,汽油中烯烃含量从改造前的40%左右上升至现在的50%左右,辛烷值由改造前90左右上升至现在的91左右,增加了1个单位。
2.4 改造后存在的问题
改造后分馏油浆系统结焦严重的问题仍未得到根本解决,油浆系统的运行状况相比改造前稍有改善,主要体现在油浆蒸汽发生器(E211)的使用周期由原来的10天左右延长至26天,但是这种状况仍然难以满足装置实现长周期运行的要求,尤其对于油浆系统而言。
3 通过优化操作实现油浆系统长周期运行
在2012年的装置大检修过程中,对于分馏塔进行了优化改造,但是从实际运行效果来看,油浆系统运行状况难以达到预期,主要体现在油浆蒸汽发生器E211的运行周期较短,严重制约着装置的长周期运行。在油浆蒸汽发生器频繁拆修的过程中耗费了大量的物力以及人力成本,同时也增加了一定的安全隐患。图3为格尔木炼油厂油浆系统原则流程图。
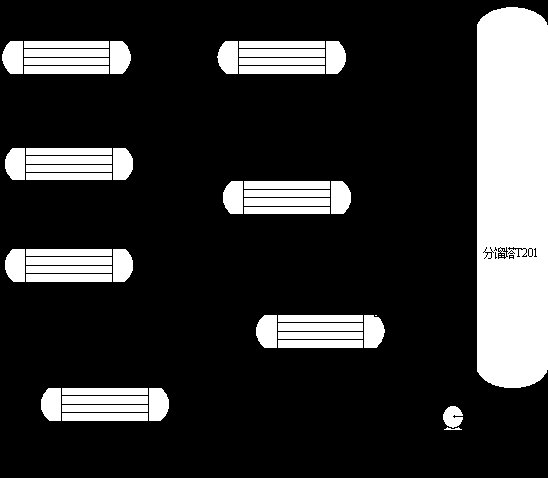
图3 格尔木炼油厂油浆系统原则流程图
油浆系统工艺原则流程见图3。由沉降器出来的反应油气自油气大管线进入分馏塔(T201)底部,通过人字型挡板与循环油浆逆流接触,洗涤反应油气中的催化剂并脱除过热,而后进入分馏塔上部进行分馏。分馏塔下层脱过热段为“人”字挡板,上部采用29层SUPER VI型塔盘,整个分馏塔设有顶循环回流、中段回流、油浆循环回流、回炼油循环回流。油浆自分馏塔底由循环油浆泵(P208)抽出后经循环油浆-中段油换热器(E217)、循环油浆-原料油换热器(E210)、油浆蒸汽发生器(E211)换热,将温度降至285℃后返回分馏塔底及人字挡板上方。
从流程上看,油浆系统流程长、压降大,对长周期会产生不利影响,主要表现在油浆换热器由于结焦必须频繁拆修,操作参数不易控制等。减缓结焦是实现油浆系统长周期运行的主要目标。图4为E-211结焦情况。

图4 E211结焦情况
由表1可以得出,原料残炭较高,烃族组成中饱和烃含量较低、芳烃含量较高。说明该原料具有较高的生焦趋势;催化汽油高辛烷值易保证;原料较难裂化,反应应采用较高的苛刻度。原料碱氮含量较高(1266µg/g)。为维持反应过程的催化剂活性和较高苛刻度,需要保持较高的系统催化剂活性或采用大剂油比操作。原料粘度较高,为保证进料雾化效果及反应效率,应采用较高的原料油预热温度。
3.1 优化反再系统操作
为了更好地实现催化装置的平稳长周期运行,彻底扭转油浆系统换热器频繁拆修的不利局面,在2012年装置消除瓶颈改造的基础上,积极开展操作优化攻关。
3.1.1 降低再生温度,提高剂油比,增加装置反应深度
通过强化一再的烧焦效果,提高一再的烧焦比例,减少二再的烧焦量,二再以较低的温度即可在富氧的条件下将催化剂定碳降至0.1%w,以此来提高剂油比。一再密相温度的设计值为 680℃,二再密相温度的设计值为 670℃,生产运行中为提高一再的烧焦量, 在一再烟气不发生尾燃的条件下可以适当提高一再密相温度,使一再尽可能多烧焦来降低二再的烧焦量,二再在完全再生且催化剂定碳~0.1%w 的基础上可以适当调整二再密相温度,
以达到提高剂油比的目的。图5为二再床温变化趋势图。
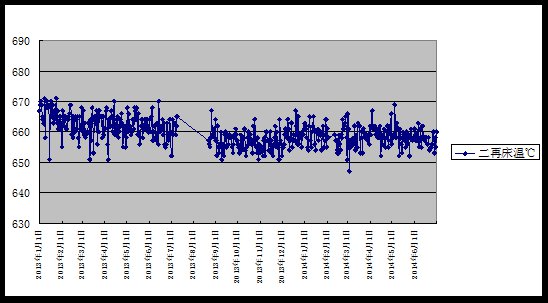
图5 二再床温变化趋势图
3.1.2 提高反应温度
装置反应温度的设计值为 515℃,较原设计提高了 15℃,目的是通过提高反应苛刻度来提高减压渣油的转化深度,减少油浆中结焦前身物组分的含量。提高反应温度是通过增加再生催化剂循环量来实现,因此,提反应温度也是增加剂油比的有效手段,同时提剂油比是
应对高含氮原料的有效措施。图6为反应温度变化趋势图。
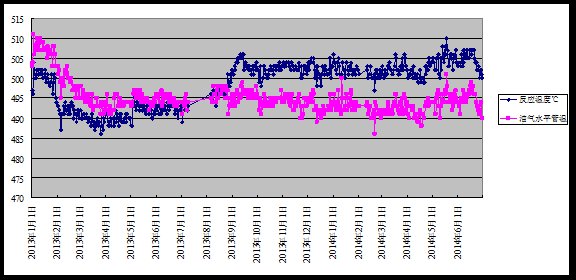
图6 反应温度变化趋势图
3.1.3 提高原料预热温度
原料油预热温度由220℃优化为 230℃,考虑到原料为减压渣油,提高该预热温度有利于改善喷嘴后的雾化效果,因此,根据实际换热情况适当提高该预热温度。图7为反应温度
与油气水平管温度变化趋势图。
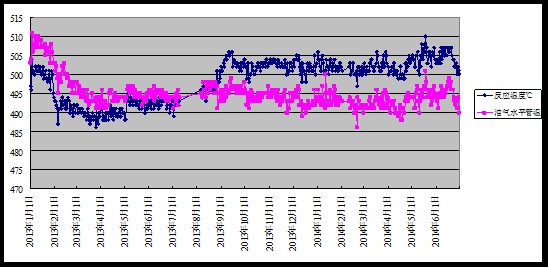
图7 反应温度与油气水平管温度变化趋势图。
通过反应温度与油气水平管温度变化趋势图可以看出, 2013年6月以前,油气水平管温度明显高于反应温度,说明油气离开提升管之后发生有明显的二次反应,其中最主要是缩合生焦的反应,这种二次反应不利于装置长周期运行。之后,由于剂油比的提高,特别是2013年8月以后,这种温度倒挂的情况得到明显改变,与此相对应,油浆系统运行也趋于稳定。
3.1.4 优化终止剂量
终止剂量变化趋势图见图8。
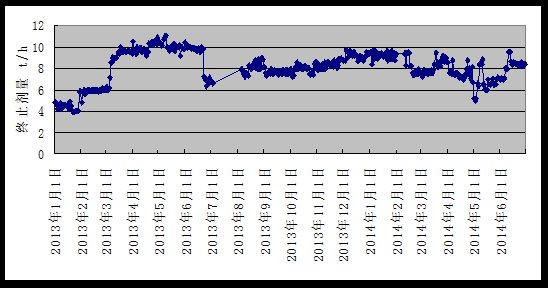
图8 终止剂量变化趋势图
3.2 优化催化剂活性
在催化剂使用方面,车间领导组织技术人员、操作人员认真摸索,逐步改变了以往高催化剂活性的操作习惯,进一步认识到基质活性对重油转化的影响。通过将系统平衡活性有原来的67降至60,为进一步提高剂油比、优化操作创造了条件。新鲜剂及平衡剂活性变化趋势图见图9。
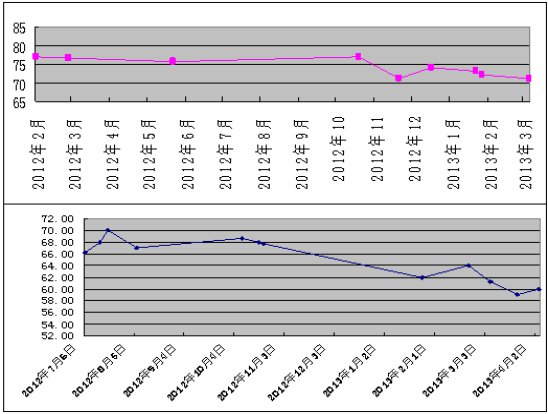
图9 新鲜剂及平衡剂活性变化趋势图
从图9可以看出,2012年期间催化装置平衡剂活性基本在68~70。平衡剂活性偏高后,裂化反应加剧,反应过程中气体产量增加,塔底重组分偏少,分馏塔底液位难以控制,油浆外甩量偏低,制约着反应温度和剂油比的提高。
2013年年初,对新鲜剂活性进行了调整,将以往高活性(初始活性78左右)的新鲜剂调成为低活性(初始活性70~75)的新鲜剂,通过对新鲜剂活性的调整,平衡剂活性逐渐调整到60~64,装置操作弹性明显改善。
3.3 优化催分馏系统操作
油浆系统结焦的三要素:温度、停留时间和油浆品质。分馏塔底温度与生焦速度相关联,与油浆品质有关。根据华东设计院的建议,对于分馏系统的操作做出了如下调整。
1)保证足够的油浆上返塔量:充足的油浆上返塔量能起到对催化剂的有效洗涤,对减缓油浆系统结焦有一定帮助。通过优化,油浆系统结焦得到改善后,油浆上返塔量控制在110t/h左右,相比攻关前,油浆上返塔量对分馏塔底催化剂的洗涤有了明显改善,对缓解分馏油浆系统的结焦起到了很好的帮助。
2)保证适量的油浆外甩量:油浆外甩量偏低导致油浆中稠环芳烃、沥青质、胶质含量迅速增加并形成恶性循环,使油浆外甩管线逐渐堵塞后,加剧油浆系统的结焦。在不影响装置总液收以及正常生产前提下,油浆外甩量控制在4.5%~5.5%,能很好的缓解油浆系统的结焦。
3)控制较低的分馏塔底温度:分馏塔底温度高将加剧油浆中胶质、沥青质在分馏塔底发生高温缩和反应形成结焦。目前分馏塔底液相温度控制在330℃~340℃。
4)减少油浆在塔底的停留时间:分馏塔底液位工艺卡片指标为20%~60%,在实际的操作中塔底液位控制在30%~50%靠下限操作,能减少油浆的停留时间,油浆停留时间不大于5min,对缓解分馏油浆系统结焦起到一定帮助。
3.4加强技术管理不断进行分析总结
车间领导组织相关技术人员对装置运行的数据进行采集、分析、计算,对装置运行的一些关键参数与设计指标进行对比,从而为操作调整提供科学依据。目前提升管反应时间、旋分线速、大油气管线线速、油浆换热器线速等参数已经可以根据装置处理量、操作条件的变化随时进行计算。从装置生产的实际出发,用数据来指导装置生产。
4 效益分析
通过一系列的消除瓶颈以及操作条件优以后,油浆系统结焦问题得到根本控制,装置长周期运行水平取得历史性突破。装置连续运行水平超过360天,创装置有史以来最好水平,为改善全厂经济技术指标做出了积极贡献。
4.1 装置长周期运行水平显著提高
2013年装置因再生线路流化失常停工抢修一次,而2012年非计划停工次数为3次。装置基本实现了长周期运行,由此所产生的效益是非常可观的。
4.2 油浆系统换热器拆修次数大幅下降
催化油浆蒸汽发生器E211检修频次显著下降。自2010年大检修开工以来,E211检修次数由2013年以前的共计41次降低到2013年全年仅2次。E211拆修次数对比见图10。

图10 E211拆修次数对比
4.3 催化汽油硫含量明显下降
随着催化原料性质改善及操作优化措施的实施,稳定汽油质量大幅改善,为全厂汽油生产创造了有利条件。数据显示,自2012年12月以来,催化稳定汽油硫含量呈现逐渐下降的趋势,2013年8月以后,硫含量下降趋势更加明显,基本稳定在700~900ppm。催化稳定汽
油硫含量趋势见图11。
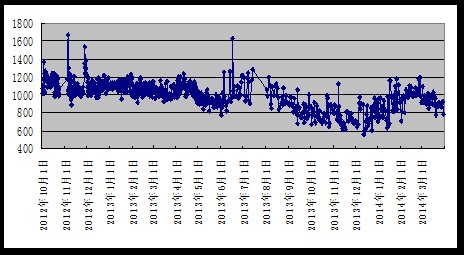
图11 催化稳定汽油硫含量趋势
4.4 装置综合能耗大幅度下降
2012年催化装置综合能耗为68.2kg标油/t,2013年下降至61.98kg标油/t,2014年装置的能耗稳定在2013年同步水平,节能降耗效益明显。装置能耗对比见表4。
表4 装置能耗对比

5 结束语
催化裂化装置的长周期运行事关整个炼厂运行的大局,有着牵一发而动全身的重要地位,只有实现催化裂化装置的长周期运行才能实现整个炼油厂的长周期运行。通过3年的技术攻关,格尔木炼油厂催化裂化装置在实现装置长周期运行方面取得了长足的进步。制约装置长周期运行的原料油性质不稳定,油气在提升管内停留时间过长,油浆系统易结焦这些问题已经得到了有效的改善。2014年催化装置实现了自2012年以来的第二个2年一修目标,在今后的共组中我们将致力于催化裂化装置的长周期运行,在装置两年一修的基础上努力实现三年一修,向炼油先进水平不断迈进。
作者:王宇,青海省格尔木市格尔木炼油厂生产运行一车间 ,青海 格尔木 816000。
