
影响燕山碳五分离装置长周期运行因素及改良措施
摘要:乙烯装置副产的裂解碳五馏分含有异戊二烯、间戊二烯、环戊二烯等双烯烃,占总量45~55%的异戊二烯、间戊二烯、环戊二烯用途广泛,异戊二烯主要用于合成异戊橡胶、SIS弹性体、农药、药品、香料;间戊二烯主要用于合成萜烯树脂、甲基四氢苯酐固化剂;双环戊二烯(环戊二烯二聚体形态)主要用于合成不饱和聚酯、双环树脂、环保型制冷剂环戊烷、金刚烷、农药。有效利用双烯资源,可以降低乙烯运营成本。本文对影响燕山碳五分离装置长周期运行的因素进行分析和提出改良措施,保障燕山碳五分离装置长周期运行。
关键词:碳五分离装置;影响因素;改良措施
1.燕山石化碳五分离装置工艺特点和运行状况:
1.1燕山石化碳五分离装置工艺特点:
燕山石化碳五分离装置采用中石化C5全分离技术(即ST技术)作为设计基础,由中国石化工程建设公司(SEI)设计。该技术能够分离异戊二烯、间戊二烯和双环戊二烯三个双烯烃产品。装置设计能力为年加工15万吨碳五馏分,年运行时间8000小时,设计年产聚合级异戊二烯2.75万吨、间戊二烯3.44万吨、双环戊二烯 2.64万吨,其中聚合级异戊二烯供下游异戊橡胶装置使用。装置采用自主开发的二甲基甲酰胺萃取精馏工艺,聚合级异戊二烯产品品质高、产品收率高、能耗物耗低、运行周期长。二甲基甲酰胺是强极性溶剂,能够有效地提高烷烃、单烯烃对二烯烃的相对挥发度,用热溶剂作加热介质,从而有效地降低了能耗。装置采用了溶剂水解抑制技术,能够有效地抑制溶剂水解;采用了新型高效自由基复合阻聚剂,能够有效地抑制聚合;采用了预脱重塔反应精馏技术,降低了能耗,提高了反应收率。
碳五分离装置是以石油裂解制乙烯过程中的副产品碳五馏份为原料,经过预脱轻、热二聚反应和预脱重,除去部份炔烃和双环戊二烯等轻重组份,采用DMF(二甲基甲酰胺)萃取精馏法,经过一级和二级萃取精馏,获得聚合级异戊二烯产品。经原料预处理单元获得的重组份,再经多级精馏获得间戊二烯和双环戊二烯产品。
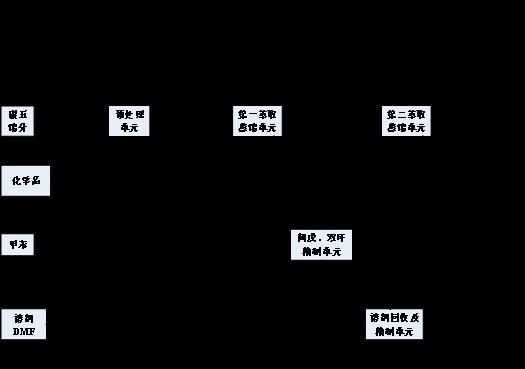
图1 碳五装置工艺方框图
1.2燕山石化碳五分离装置运行状况:
在燕山石化碳五分离装置建成后2013年4月初次试车过程中,出现了再沸器、泵吸入口过滤器堵聚严重,新鲜溶剂损失大,火炬气系统背压高等问题,虽然一次开车成功,但三项产品只有间戊二烯、双环戊二烯回收率达标,主产品异戊二烯回收率偏低。
燕山石化碳五分离装置在2017年4月再次开车过程中,仍出现了再沸器、泵吸入口过滤器堵聚,轻组分较多导致火炬气系统排放较大等问题。新鲜溶剂量得到有效控制,但产品合格率偏低。因检修周期困扰,导致再沸器无备用台,致使萃取单元难以实现长周期运行。
2.燕山石化碳五分离装置影响因素:
2.1.原料的影响:
燕山碳五原料品质:(初始设计)
|
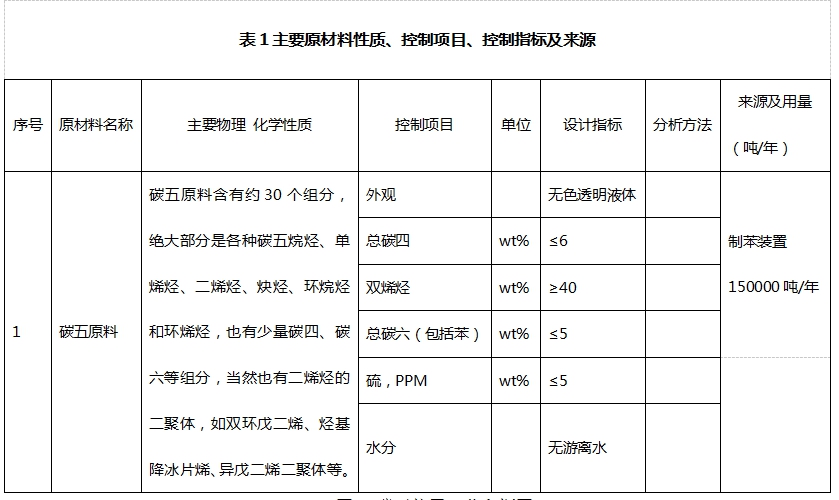
表1主要原材料性质、控制项目、控制指标及来源 |
在燕山石化碳五分离装置初始设计的原料组分中,C4≤6,总C6≤5,主要组分异戊二烯占比18%,而燕山石化碳五分离装置实际原料如下:
表2原料组成表
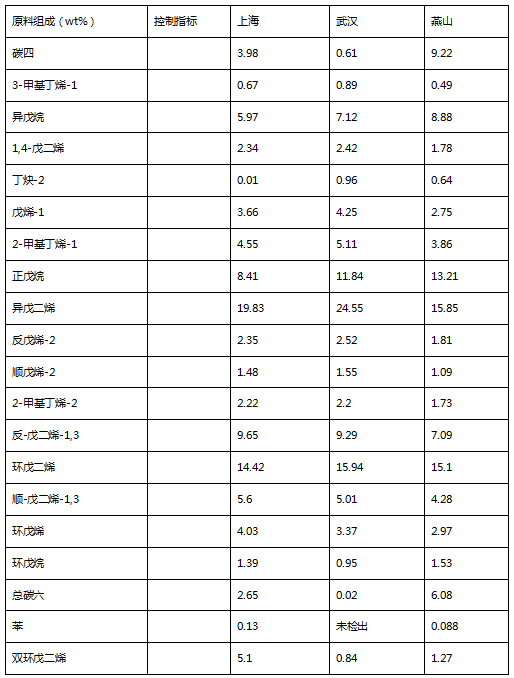
从三套碳五分离装置原料组成分析,燕山石化碳五分离装置原料品质较差,轻组分、重组分偏高,而主要组分异戊二烯含量偏低,这将增加装置运营成本。
燕山石化碳五分离装置原设计满负荷为18.75吨/小时,因原料受限等原因,燕山石化碳五分离装置实际负荷维持在10-12吨/小时,只达到原设计的60%左右,在克服原料品质造成的损失外,萃取单元实际进料只有原设计的50%-60%,而燕山石化萃取塔原设计就比上海石化和武汉石化偏大,这就造成萃取塔气速小,双烯烃停留时间长,导致双烯聚合,再沸器、泵吸入口过滤器堵聚严重,影响装置长周期运行。
2.2.阻聚剂的影响:
2.2.1燕山石化使用的阻聚剂:
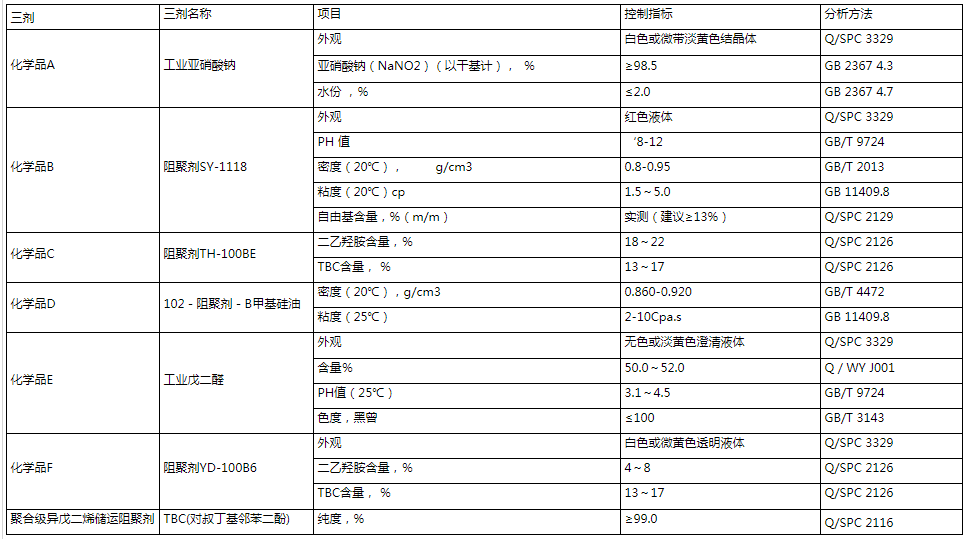
本工艺共有萃取化学品A、化学品B、化学品C、化学品D、化学品E、化学品F。
表3三剂及化学药品性质及控制指标
2.2.2阻聚剂使用过程中存在的问题:
在燕山石化碳五分离装置运行过程中,亚硝酸钠作为重要的除氧剂和阻聚剂,一直未达到要求含量;化学品B和化学品D因注入点在溶剂泵入口处,受吸入压力影响较大;化学品C和化学品F属于低温度阻聚剂,因此注入点在精馏塔气相出口,随回流进入精馏塔液相,在气液交换过程中,浓度逐渐降低,返回再沸器稀释料量级偏小,这些因素导致再沸器阻聚效果变差,聚合严重。
在燕山石化碳五分离装置运行过程中,由于阻聚剂易结晶堵塞管路,易腐蚀造成泄漏,使阻聚剂加入量未达要求;操作人员没有根据负荷变化及时调整阻聚剂注入量,使阻聚效果变差。
2.3工艺参数的影响:
在燕山石化碳五分离装置运行过程中,大部分工艺参数仍为原设计参数,特别是萃取单元,虽然有适度调整,总体温升等级偏高,导致双烯烃聚合严重,影响长周期运行。
在燕山石化碳五分离装置运行过程中,管式反应器和预脱重塔工艺参数影响异戊二烯收率较大,管式反应器温差大,环戊二烯选择性差,导致燕山石化预脱重塔C-102异戊二烯二聚物含量偏高:
表4 C-102塔釜二聚物含量

表5 上海石化C102塔釜二聚物含量
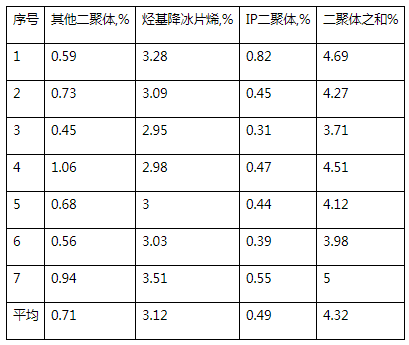
可以看出燕山石化碳五分离装置异戊二烯二聚体比上海石化高出较多,主要原因为管式反应器环戊二烯选择性差,燕山C102塔为反应精馏塔,停留时间长,异戊二烯在塔中自聚较为严重,导致异戊二烯回收率低。
3.燕山石化碳五分离装置改良措施:
3.1优化原料品质,降低运营成本
1、在进入预脱轻塔前增加一个脱C4塔,回收C4组分,提高碳五原料品质;减轻预脱轻塔负荷,使大部分不凝气冷凝下来,回收其中的异戊二烯。
2、根据原料变化情况,及时联系上游装置进行调优,保证碳五原料品质。
3、 根据现有负荷能力,对萃取单元塔设备进行改造,缩短停留时间,减少双烯烃聚合。
3.2.高效使用阻聚剂,提高阻聚效果
1、在萃取单元增加注入点:在易堵聚的第一萃取塔再沸器和第二萃取塔再沸器增加阻聚剂注入点,提高稀释料返回量,保证阻聚剂注入量达到标准。
2、改变阻聚剂注入点的位置:将化学品A由原来注入到溶剂泵入口处改为注入溶剂罐中,将化学品B和化学品D由原来注入到溶剂泵入口处改为注入到溶剂泵出口管线上,避免由于泵吸入压力波动影响注入效果。
3、阻聚剂注入泵更换大标尺标定柱,方便操作人员及时发现异常问题,确保阻聚剂注入达标。
4、适量增加阻聚剂分析频次。
3.3工艺参数优化,实现长周期运行
1、调整萃取单元操作参数,以萃取溶剂流量为定值进行系统操作;在保证分析指标合格的前提下,降低第一和第二萃取塔塔釜温度,避免因温度过高导致阻聚剂失效。
2、在二聚反应器出口分析指标上增加下限值进行调整,既保证萃取干扰因素环戊二烯合格,又确保二聚反应器环戊二烯浓度在一定范围内,减少异戊二烯二聚体的生成,提高异戊二烯回收率。
3、适度放宽溶剂精致塔釜水含量指标,提高溶剂再生进料量,避免因新鲜溶剂水含量过低导致亚硝酸盐析出堵塞换热器,影响精致系统长周期运行。
4.结语
燕山碳五分离装置不能长周期运行是由于堵聚严重,造成堵聚严重的干扰因素有原料,生产负荷,阻聚剂,工艺参数等。在对设备进行改造完成后,今后要针对燕山碳五分离装置的工艺特点和技术难点进行攻关,为装置平稳运行提供有效数据,实现装置长周期运行。
参考文献:
(1)刘虹辰. 碳五分离长周期运行的影响因素分析 [J] 黑龙江科技信息 2015,26:140
(2)南 坤. 碳五分离装置长周期运行的瓶颈及对策 [J] 化工管理 2016,
作者:庞卫军,中石化北京燕山分公司。
