
炼化企业设备的本质安全可靠与监管智能化对策研究




三、设备本质安全可靠与监管智能化发展趋势
(一)设备设计与制造向智能化方向发展
1. 数字化设计与仿真技术是重要手段
在数字化集成环境下,开展可靠性与性能一体化的设计与仿真,针对机械、机电等复杂产品进行结构 / 机构、设备、系统级产品复杂环境下多场耦合、多机理相关的可靠性量化分析、寿命预测、方案优化等研究,具体包括多学科工具集成、试验设计、响应面耦合、可靠性分析、系统可靠性分析、可靠性优化、耐久性分析 7 个功能模块。
2. 机械装备智能化是发展趋势
当今社会大量地采用智能技术,包括各种智能生产控制系统、智能物流系统、智能制造系统等。过程装备的自我感知、自动辨识、自动预测、外部扰动自适应调整、故障自愈化等特性都带有典型的智能化特征。流体机械的防喘振控制、无级气量调节控制、联锁保护、过载保护等自控设施是智能化控制的基础。
3. 智能制造是实现途径
智能制造是指面向产品全生命周期,实现泛在感知条件下的信息化制造。在现代传感技术、网络技术、自动化技术、拟人化智能技术等先进技术的基础上,通过智能化的感知、人机交互、决策和执行技术,实现设计过程、制造过程和制造装备智能化,是信息技术、智能技术与装备制造技术的深度融合与集成。充分利用网络化制造、数字化制造的基础,融入人工智能和机器人技术,形成人、机、物的交互与深度融合,使设计、工艺、试验仿真、生产过程、保障及管理等各阶段的智能化成为现实 [16,17]。
(二)风险管理技术将成为设备完整性管理的重要支撑
1. 设备完整性管理是设备管理发展趋势
设备管理模式从故障后维修(BM)、计划维修(TBM)、状态维修(CBM)、基于风险的维修(RBM)发展到资产完整性管理(AIM)。完整性管理贯穿设备设计、制造、安装、运行、维修、报废等全生命周期的各个阶段,是炼化企业设备管理模式的主流发展趋势。
2. 风险管理是完整性管理的核心
设计阶段应用量化风险评价(QRA)、危害与可操作性分析(HAZOP)、可靠性 / 可用性分析(RAM)、SIL 等风险评估工具,识别设计阶段存在的风险因素并采用一次性变更措施,确保设备设计本质安全可靠。
运行、维修阶段利用设备失效分析(FTA)、根本原因分析(RCA)方法识别造成设备缺陷的潜在因素;静设备应用 RBI 技术进行风险分析并制定检验计划;动设备应用 RCM、RAM 技术进行可靠性分析,制定检验维修策略;仪表电气应用 SIL 技术进行安全完整性等级分析,制定相应的管理策略;操作方面采用完整性操作窗口(IOW)设定设备失效的操作边界,预防与干预设备状态劣化造成的事故发生,确保设备安全运行。
3. 风险管理促使传统的设备管理模式从制度层面转向技术层面
传统的设备管理依靠制度规范,明确了人要怎么管设备。风险管理从技术层面出发,提出设备需要怎么管理才能确保设备安全可靠运行的同时降低维修资源耗费和提高装置的运转周期。
(三)设备监测将向网络化、智能化方向发展
1. 监测预警智能化
常规的监测报警容易出现假报警、虚报警和反复穿越多次报警。监测预警智能化的发展趋势表现为取代门槛阈值报警方式,根据设备运行工况、服役年限等因素设置智能报警线;报警不但分级,而且给出报警的位置、报警的危险级别和解除、延缓报警的策略方法。
2. 监测诊断智能化
以多参数、大容量替代单参数监测,平稳运行监测发展到非平稳运行监测,信息集成、融合、分解、提纯等技术(取代单参数的阈值比较)是监测诊断智能化发展的基础。监测诊断智能化的发展趋势是实现设备自动故障诊断、自动故障预测和剩余寿命预测。
3. 监测诊断网络化
实时在线监测替代定期监测和巡回监测,分布式、网络化监测代替集中监测,这是监测诊断的发展趋势。以物联网、云计算、大数据等为代表的新一代信息与通信技术创新活跃,发展迅猛,正在全球范围内掀起新一轮科技革命和产业变革,成为推动经济社会发展的重要力量。物联网可以将所有行使独立功能的普通物体与互联网相连,进行信息交换和通信,以实现智能化的识别、定位、跟踪、监控和管理。从全球来看,物联网大数据处理和公共平台服务方兴未艾,物联网相关的终端制造和应用服务仍在成长培育期。
不依靠机理研究而直接从大数据出发识别设备运行状态,这也是炼化设备智能监管的一个趋势。借助物联网、云计算、大数据,充分利用炼化企业大数据进行数据挖掘,通过统计、在线分析、机器学习、模式识别等方法开展数据的分类与估计、规则关联、聚类、可视化描述等应用,从而实现设备故障识别、早期预警与诊断、设备健康状态在线评估等功能。一些互联网公司开始利用人工智能技术支持炼化企业探索智能生产,综合采用多种网络技术保障设备之间、设备与制造云数据中心之间的数据交换,为智能工厂提供监测智能化的数据基础。
基于工业大数据和网络的制造服务,以云计算、数据融合处理与分析、远程监控与诊断等技术为支撑,建立网络远程状态监控与诊断和后勤保障系统,支撑运营模式变革,扩展维护、租赁和数据分析管理等服务,由此奠定设备本质安全可靠与监管智能化的技术基础。

四、我国炼化设备本质安全可靠与监管智能化宏观研究
(一)我国炼化设备本质安全可靠与监管智能化存在的问题
设备可靠性设计 / 制造、风险管理和智能化监控方面的法律、法规或规章制度不健全;设备重特大事故的调查往往以追责为目的,事故往往无法追根溯源。
设备可靠性设计 / 制造、风险管理和智能化监控标准评价体系缺乏或不健全;风险管理、监管智能化从业人员资格未有认证制度,从业人员技术水平有待整体性提升。
设备采购低价中标制度不能鼓励提高设计 / 制造质量,也难以推动设备本质安全可靠所需的安全设施建设。
设备设计 / 制造监测控制智能化程度不高,技术水平相对落后;设计院、制造厂的产品设计相对保守,在“源头”就缺乏设备故障可探测性、自适应调控性和自愈化等功能设计。
在设备运行维护管理阶段,一方面管理者由于知识所限,认为监测控制智能化设施功能“画蛇添足”而不重视;另一方面设备监测控制智能化程度达不到用户预期功能。两种现象同时存在。
设备管理模式的传统想法根深蒂固,RBI、RCM、SIL、HAZOP 等先进成熟的管理模式难以落地生根。
设备决策管理靠经验、靠领导,缺乏利用设备运行数据、监测诊断数据、检修维护数据等进行科学决策的意识和能力。
设备本质安全可靠智能化程度低,造成设备运行不敢卡边操作、以牺牲运行效率换取安全的现状普遍存在。
(二)我国炼化设备本质安全可靠与监管智能化对策与建议
在国家层面着手建立炼化设备设计 / 制造本质安全可靠相关的法律、法规或规章制度;设备重大事故根源为设计 / 制造缺陷的,要对相关单位追责。
制定炼化设备设计 / 制造、风险管理、监管智能化方面的行业标准或规范并建立定期评审、更新机制;以最佳可行技术为依据,提高企业在标准制定过程中的参与程度;对从业人员实行资格认证制度,提高风险评估、监测诊断结论的权威性。
从设备本质安全可靠与监管智能化的内在需求出发,完善设备及其零部件采购管理制度;设备运行效率、无故障运行周期、故障平均修复时间、年维修费用、事故安全影响和环境影响等作为重要评价指标。
在设备设计 / 制造方面,开展故障可检测性设计和工业互联设计,提升装备的故障感知能力、状态辨识与预测能力和工业互联能力;通过数字化、自动化、模型化、智能化、信息化等措施提升装备本质安全设计水平;实现炼化企业全流程安全生产管控一体化,形成装备运行状态辨识与预测、自适应规划控制与动态补偿修复、智能维修决策等能力(见图 1)。
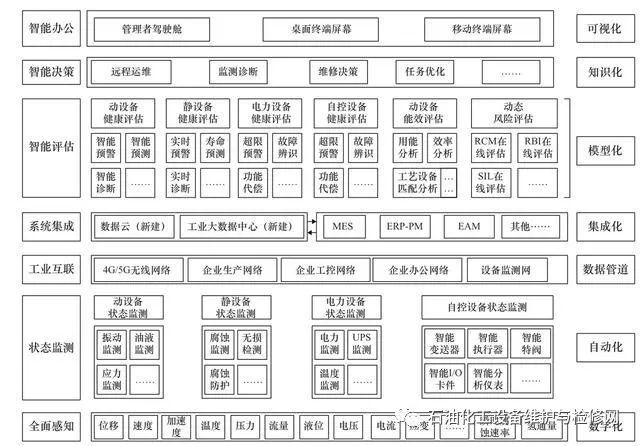
图 1 动静电仪设备本质安全可靠与监管智能化设计框架图
建立健全设备完整性管理制度体系,实现设备设计、制造、安装、运行、维修、报废等全生命周期的管理。
在设备全生命周期的各个阶段,贯彻应用RBI、RCM、SIL 等风险评估工具,成为国家或行业性的正式要求;炼化企业要制定与之相适应的管理规章制度并监督执行。
利用大数据、云计算和人工智能等基础技术,突破设备故障自动诊断、自动预测、智能预警等核心关键技术,构建设备完整性管理智能运维决策信息平台,实现数据驱动的设备智能运维决策(见图 2)。

图 2 数据驱动的设备智能维修决策框架原理图
掌握炼化设备健康与能效监控关键技术,建立压缩机机组智能调控系统,利用专家系统对炼化设备进行集中控制,采用智能化算法优化负载分配,使各压缩机机组运行在最优工况,从而实现运行效益的最大化。采用大机组防喘振优化控制和故障自愈调控技术,在提升机组运行效率的同时,确保设备卡边运行的安全可靠。

五、炼化设备本质安全可靠与监管智能化技术的工程应用案例
采用炼化设备本质安全可靠与监管智能化技术进行了工程案例实施 [18]。中国石油化工集团有限公司某子公司催化装置的主风机在使用的 8 年时间内曾数次出现卡件、系统报警和联锁误动作等故障,2011 年 2–4 月期间主风机出现两次静叶漂移关闭到 22°位置致使系统停车。据不完全统计,国内相关单位平均每年因主风机静叶可调机构锁位或跑位故障造成系统停产为 3~5 次,平均每次系统停产造成的损失约为 3024 万元。为减少系统停产所造成的损失,保障设备安全运行,针对该主风机系统开展本质安全可靠智能化监管改造。
(一)本质安全可靠智能化监管对象确定
可靠性数据和维修数据统计分析表明,主风机常规电液控制系统的故障概率(PFD)达到了2.5207,而同期先进水平控制系统 PFD 仅为 0.1。主风机本质安全可靠智能化监管对象据此确定为主风机静叶可调执行机构常规电液控制系统。
(二)可靠性关键影响因素及个性化再设计
影响主风机运行可靠性的主要因素在于,主风机静叶可调执行机构的常规电液控制系统的特阀存在“堵、卡、漂”现象,同时智能化程度低。基于可靠性设计和故障仿生自愈原理,研制具有自诊断及自愈化为特征的智能化电液控制系统,提出一种基于功能代偿的多靶点电液控制系统故障自愈调控方法。基于集散控制系统 / 安全仪表系统(DCS/SIS)平台开发了主风机静叶可调执行机构电液控制故障自愈调控系统,使静叶可调执行结构的故障可探测性和自适应调控性得到了根本性提高。
(三)本质安全可靠智能化监管改造效果
在技术性方面,电液控制性实现了状态感知、故障可探测、静叶可调执行机构阀位锁位或跑位故障自愈调控。
在经济性方面,具有自愈调控功能的智能化电液控制系统研制成本为 120 万元,每年按照减少1 次系统停车计算预期收益为 3024 万元,投入 / 产出比仅为 0.03968。
在服役性方面,智能电液控制性 PFD 仅为0.005864 ;系统实现了在线不停产维修,平均修复时间(MTTR)不大于 2 h;设计服役时限可达3×105 h。
在资源性方面,智能电液控制运行功耗为0.47 kW,优于国内最好水平(12 kW),单位原油加工电耗、蒸汽消耗平均降低 0.5%。
在环境性方面,主风机运行可靠性显著提高,系统停产造成的气体、液体排放总量降低 1 个数量级以上。

六、结论
本文揭示了设备本质安全可靠与监管智能化的内涵与特征。可靠性设计 / 制造、风险管理、监测控制智能化和信息化是确保设备本质安全可靠的3 个关键要素。梳理了炼化设备本质安全可靠与监管智能化发展趋势:设备设计与制造向智能化方向发展,风险管理技术将成为设备完整性管理的重要支撑,设备监测将向网络化、智能化方向发展。明确了我国炼化设备本质安全可靠与监管智能化实现面临的挑战,提出了设备本质安全可靠与监管智能化的对策、措施和建议。
着眼未来,基于信息物理系统(CPS)实现设备全面感知、早期故障预警、运行状态实时评估和智能维修决策,这是设备本质安全可靠与智能化监管技术的发展趋势。
