
干气密封技术在高速透平压缩机中的应用
文中结合实际生产案例阐述了干气密封技术在聚乙烯装置中高速透平压缩机各部分控制系统的工作情况,并分析了干气密封系统的日常维护和故障诊断,以便更好的掌握干气密封控制技术的实际应用,实现了高速透平压缩机的平稳高效运行。
关键字:干气密封;控制系统;故障诊断;维护
全密度聚乙烯装置采用气相流化床聚乙烯工艺,该工艺包括6 个工段:原料精制、聚合反应、催化剂添加、脱气回收、挤压造粒和风送包装。工艺反应中的聚合反应工段所需的循环气乙烯是通过高速透平压缩机注入到聚合反应釜中进行气体流化反应,而乙烯具有可燃性和窒息性,长期接触低浓度乙烯会导致身体功能出现紊乱。所以循环气压缩机的可靠密封就是非常重要的环节。
干气密封技术是根据聚乙烯装置工艺要求,满足现生产需求的一种新型非接触式密封技术。依据流体动力学原理,在密封端面上通过开设动压槽从而实现密封端面的非接触性运行,由于性能可靠,使用寿命较长,功耗低,维护成本低等多种优点,成为在炼油、化工等行业广泛使用的高速透平压缩机的首选密封形式,彻底解决了高速透平压缩机运行中的轴封问题,为机组稳定、长周期运行提供可靠保证[1]。
为确保干气密封的运行平稳高效,就需要一套完整的控制系统对其工作进行辅助,用以确保对干气密封的工作情况进行监控。同时也可以对气体进行流量、压力的控制。根据现有实际运行情况,干气密封充分应用这些控制单元,以备为干气密封提供优良的运行环境,降低能耗,带来更高的经济效益。
1 干气密封的工作原理
干气密封是一种非接触式的端面密封,密封单元由2 个环构成[2]。第1 个环其端面为光滑面,被称为静环。除允许其沿轴方向移动之外,还限制了它在其他方向的移动,安装于弹簧调节负载的腔内。第2 个环称为旋转环,也称为动环,其密封端面上刻有许多槽空,槽的其中心光滑区域是真正起密封作用的部分,称为密封坝。在其中形成压力梯度,从密封压力到大气压力之间的渐进式压力梯度。
当压缩机机内处于充压常压状态下,密封结构内气压在相互作用力下产生了流体静压力,该力可以使得静环与旋转环之间产生非常薄的间隙,从而分离开。2 环间的间隙可以允许非常少量的密封气体泄漏。当高速透平压缩机转子静止时,机内在已完全卸压的状态,静环后面的弹簧将旋转环和静环紧密贴合,以达到密封压缩机内气体的要求[3]。典型的干气密封结构见图1。
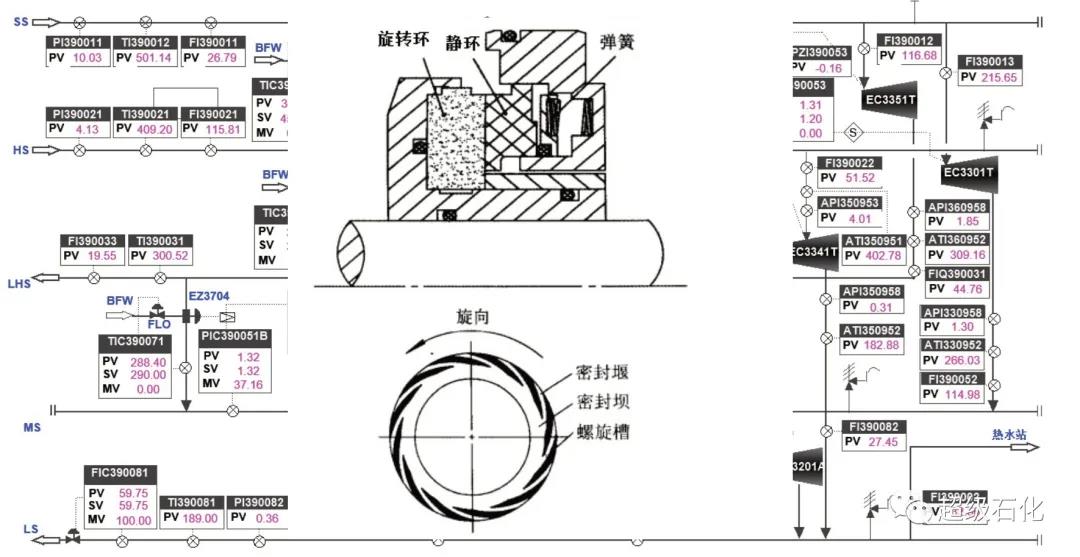
图1 典型的干气密封结构
2 干气密封的控制系统
干气密封控制系统根据干气密封工作原理设计,对所需要的干净、干燥的密封气的供给进行过滤控制,对气膜泄漏量进行监测和工作状态监测而形成的1 套辅助控制系统。根据实际应用主要分为3 个主要部分:主密封供气系统,隔离密封供气系统,密封泄漏监测系统[4]。
2.1 主密封供气系统
干气密封的控制主要是对密封端面间需要通过密封气流的微小间隙的控制。这个微小间隙是通过比间隙距离小的颗粒或者几乎为洁净的气体维持的。主密封供气系统主要功能就是对所需要的密封气体进行过滤,以满足条件的气体进行供气,并防止密封环内积累污染物,降低使用寿命。
高速透平压缩机在设计时,虽然都按照压缩机出口端的压力值为准,但在压缩机的每端都采用相对应的串联干气密封结构,用以彻底密封压缩机的内部压力。采用这样的设计是为了确保每端的串联密封结构的压力都可以维持在高于连接密封结构的乙烯气体的压力值内。因此既可以保证密封机构内能持续保持有清洁的工作环境,又可以保证预期内的少量泄漏气能够通过每个密封端的一级密封端面。
2.1.1 密封气体过滤 依据设计要求,一般采用压缩机出口处回引的乙烯作为干气密封的主密封气。然后主密封气通过2 个并联安装的过滤器中的1个,滤除掉主密封气中积存的液滴和2.5 μm以上的固体颗粒等杂质。现场实际安装的2 台过滤器按照设计要求都能独立满足气体最大处理量,因此采用1台工作1台备用的方式。
2.1.2 密封气源压力和流量控制 密封气源的压力由差压调节阀控制,根据实际生产需要,为方便维修配备旁路阀。差压调节阀的控制压力为:出口压力必须要大于高速透平压缩机平衡管内的参考压力。二者之间的差压值由差压指示仪表指示。
密封气源的流量由每端主密封流量变送器监控,流量控制回路上的针阀用来手动调节流量。
2.2 隔离密封供气系统
隔离密封供气系统是作用在主密封与轴承之间的,隔离密封气冲入密封腔体与高速透平压缩机轴承间的碳环密封,在碳环密封与轴套间的小间隙形成气体屏障,用来防止轴承的润滑油和杂质等进入密封体中。该系统配有对所需要的氮气进行过滤、监控和调节的相关设备。
2.2.1 氮气进气过滤 隔离密封所需要的气源氮气通过2 个并联安装的过滤器中的1 个(另1 台备用),用以去除1 μm以上的固体颗粒和氮气中的少量积液。过滤器进口、出口处的压差用差压指示变送器进行现场指示和远程控制室监控,在过滤器下游安装压力开关,用来配合满足条件启动润滑油泵。实际应用中,为避免润滑油进入密封结构内,须在启动润滑油前,先投入隔离密封系统。
2.2.2 氮气压力流量调节 用带有流量开关的流量变送器控制氮气流量,实现就地控制和远程控制。利用压力调节阀来实现对氮气供气压力的控制。
2.3 密封泄漏监测系统
干气密封正常运行时,从一级密封泄漏出的少量乙烯被排放入火炬,在排入尾气回收管道前,泄漏的气体压力用压力计现场监视,压力变送器进行远传监控,压力开关在压力升高触发高值报警时联锁停车。
泄漏气体流动经过测量孔板流量计检测出流量大小,用流量变送器进行现场和远传流量监测。最后泄漏气体经过可控单向阀后排入火炬中[5]。
3 日常维护及故障诊断
根据聚乙烯装置循环气压缩机周期内出现的问题及相应检查记录,循环气压缩机干气密封在正常状态运行情况下,需要对各控制环节的仪表设备进行日常维护记录工作,以保证系统运行正常。在出现故障情况下,通过故障检查表对相对应的故障及时诊断处理。
3.1 日常维护
3.1.1 主密封供气系统 以主密封供气系统工作原理及结构为依据,主要对相关压力、流量等变送器进行日常维护;对主密封气过滤器过滤芯进行定期检查,查看滤芯是否被油、水、脏污等污染或当过滤器差压超过130 kPa时,需要更换过滤芯。
3.1.2 隔离密封气供气系统 对供气出口压力进行日常巡检记录。当隔离密封气供气压力出口处压力设定值需要进行调整,以保证该出口压力值高于二级密封出口压力,用以有足够的隔离密封气源在密封结构间隙内符合正常运行条件。需要进行调整时,与厂商联系。隔离密封过滤器同样需要定期检查,并更换滤芯。
3.1.3 日常巡检事项 需要对下列内容进行周巡检。发现任意状况需要立即做出改正措施。
(1)对泄漏排放气体的组分进行色谱分析,及时检测组分变化;
(2)对迷宫密封腔内气体组分进行检测,看是否会有工艺气;
(3)检查泄漏排放气中是否有油渍现象。
3.2 故障诊断
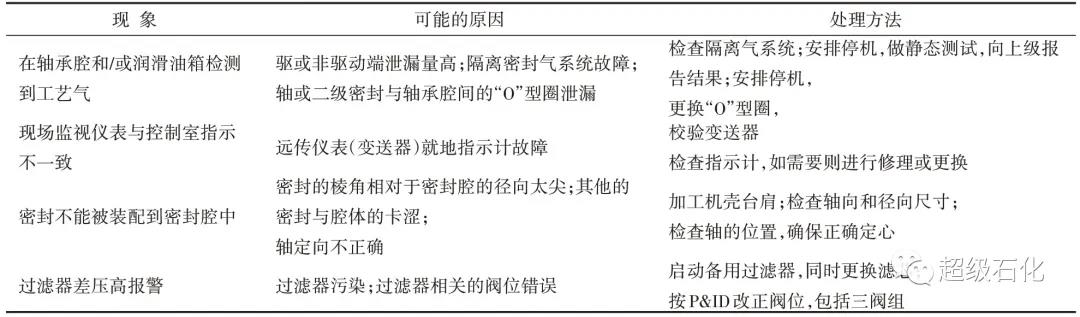
在确认所有设备的运行参数与设计一致后,进行故障诊断和处理见表1。
表1 故障检查
4 结束语
由于干气密封控制技术在全密度聚乙烯装置上的有效运用,不但保证了生产过程中乙烯几乎无泄漏,也稳定了压缩机的正常运转,保证了压缩机的长周期运行。但是由于干气密封系统的局限性,在日常维护时需要更加细心检查,作为大机组的特护对象,严格检查相关压力参数,以确保干气密封系统的工艺参数在有效的工作范围内。
本文作者:谢龙 (中国石油大庆石化公司)。
