
百万吨/年乙烯装置急冷油泵前过滤器滤芯改造
摘 要:文章介绍了乙烯装置急冷油泵前过滤器未改造前的基本结构和在长期运行中发生的故障问题。过滤器严重危及装置安全及长周期可靠运行。通过对过滤器滤芯系统性故障原因进行分析,从控制振动、改进密封和轴承、改变刮刷总成结构,增加强度等方面制定并实施了改进方案,同时,安装过程对改造设计数据进行精准复核,实现了对原过滤器自动刮刷滤芯结构易损部件的系统性改造。改造后的过滤器能满足长期自动清焦功能,可实现长周期安全运行。
关键词:急冷油泵前过滤器 轴 滤芯 滤网 改造 长周期
乙烯装置中急冷油经历急冷油塔—急冷油泵前过滤器—急冷油泵—急冷油泵后过滤器—稀释蒸汽发生器—裂解炉急冷换热器—急冷油塔的循环,在急冷油循环过程中,裂解炉所产生的焦粒随急冷油同步循环。为维持装置长周期安全运行,需将急冷油中的大颗粒焦粒脱除。泵前过滤器主要用于过滤掉急冷油系统中粒径>5 mm的粗焦粒,避免大焦粒进入急冷油泵导致叶轮快速磨损或泵损坏,因此急冷油泵前过滤器在维持急冷系统稳定运行中起到了至关重要的作用。某百万吨/年乙烯装置急冷油泵前过滤器原设计中流量为2 401 777 kg/h;进、出口管径DN900,排渣口管径DN150;工作温度205 ℃,设计压力2.1 MPa;过滤精度5 mm,使用单滤芯,带电动刮刷;急冷油下进上出,焦粒附着在滤网外圈,经电动刮刷刮除后下落至过滤器锥体,再经排焦口进入篮式过滤器【1】。
1 过滤器简介
1.1 过滤器基本结构
急冷油泵前过滤器改造前结构如图1所示。电动马达安装在顶部驱动传动轴上,传动轴穿过填料密封组件通过拨叉联轴器带动滤网轴。滤网轴两端由轴套支撑和固定,安装在滤网轴上的刮刷支架及刮刷随轴旋转,将堵塞在滤网孔上的焦粒刮除。易损部件主要有填料密封组件、传动轴、滤网及滤网轴、轴套、刮刷支架及刮刷【2】。

图1 改造前过滤器结构
1.2 过滤器故障情况
过滤器2009年12月投入使用,间断运行至2013年彻底停用,在此期间,4台急冷油泵前过滤器虽经频繁维修,但仍先后出现了因填料密封损坏导致的急冷油泄漏共计15次。同时,还经常出现拨叉联轴器的拨叉变形、刮刷和滤网严重刮蹭、轴套快速磨损等问题,导致刮刷过滤组件结构性失稳【3】,严重时甚至导致传动轴断裂、刮刷支架及滤网严重扭曲变形损坏,造成填料密封处急冷油向外泄漏。刮刷支架及滤网组件损坏前后的形貌分别见图2和图3。

若刮刷过滤组件不能正常运行,则会影响到系统大颗粒焦的正常脱除,混有焦粒的急冷油冲刷急冷油循环系统中的设备及管道,会引起急冷油泵叶轮磨损,而焦粒在稀释蒸汽发生器管箱处堆积,还会堵塞管束,影响蒸汽的产生,这将导致急冷油系统长期处于不稳定运行状态。当刮刷过滤组件不能正常使用时,只能停用泵前过滤器刮刷电机,停泵倒空过滤器进行人工清理【4】,使得过滤器运行周期严重缩短。每次清焦切泵都会对急冷油系统产生较大冲击,若频繁切换,则易导致稀释蒸汽发生器的浮头内漏。2012年8月曾发生因切泵波动过大造成稀释蒸汽发生器浮头内漏导致装置严重降量的事件。同时,频繁切泵还需增加岗位操作工人以及清焦检维修费用,使装置处于带病运行状态【5】。
1.3 过滤器故障原因分析
1.3.1 封头和筒体同心度及垂直度存在偏差
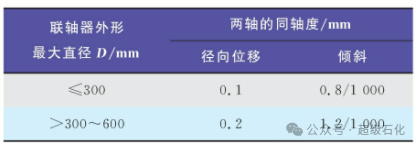
在设备加工和安装过程中,泵前过滤器封头与筒体的同心度易产生偏差。封头法兰连接面间隙3 mm,在法兰紧固后,同样易使轴的垂直度产生偏差。依据GB/T 26660—2011,该过滤器所使用的SWC大型整体叉头十字轴式万向联轴器直径<300 mm,由表1可知,两轴的径向位移允许偏差应<0.1 mm。
表1 同轴度允许偏差
1.3.2 原设计中,传动轴及拨叉联轴器易产生较大振动
传动轴及滤网轴的连接示意如图4所示。轴运行过程中的挠动会导致串联轴产生较大振动,过大的振动又会导致轴径向位移超过允许偏移量;径向载荷作用到轴上会使轴产生较大的弯曲变形,挠度和偏转角度则会使轴套和联轴器等传动组件相互磨损,并加剧轴的刚度变化及扭曲,进而造成轴摆动角度逐渐增大,最终将导致轴套失效、传动轴断裂及滤芯整体失效。
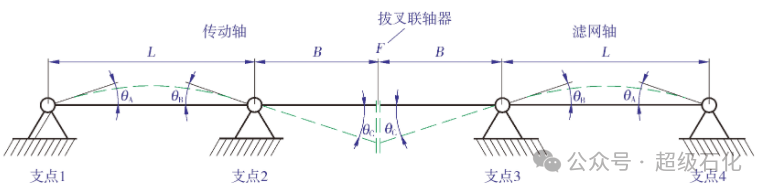
图4 串联轴连接摆动角示意
1.3.3 滤网、刮刷及刮刷支架组件的制造及配合精度低
滤网、刮刷及刮刷支架组件制造及配合精度低易造成如下问题:
1) 刮刷靠螺栓连接在支架一端,支架另一端则焊接在滤网轴上,整个轴上共焊接16根刮刷支架。装配容易产生尺寸配合偏差,这将使刮刷与滤网产生较大的不对中问题。
2) 滤网直径为1 222 mm,其允许的正、负偏差<1%(约为12 mm),同时滤网强度不足,最终会导致其产生较大塑性变形。
3) 轴的摆动使轴套受到环向应力,导致轴套快速磨损,而轴套缝隙越大,进入其中的焦粉颗粒就越多,也就更加速了轴与轴套的接触面磨损,易导致轴套急剧损坏。
2 过滤器技术改造
2.1 过滤器技术问题分析及改造方案
由于过滤器的传动轴和滤网轴轴身太长,转动时摆动量大,在长期使用过程中,使得拨叉联轴器不能保持同轴度,产生偏移。同时,过滤器内焦粉颗粒又会加快轴承套和密封磨损,极容易造成泄漏。未经改造的过滤器的滤网制造精度低、强度不够,且刮刷支架的简单连接也不能避免滤网和刮刷严重刮蹭。上述问题导致过滤器不能长周期运行,需频繁切泵进行清焦处理,这会对急冷油系统造成冲击,使得系统中焦粒不能被正常脱除,磨损设备的同时也影响到装置的稳定性,存在安全隐患。为此,经过同行调研和技术性攻关,制定出改造方案,具体如下:针对传动轴轴身过长的问题,将传动轴长度从1.75 m缩短到0.7 m、直径增大为φ95 mm,并使用总长为1 m的万向联轴器补足传动轴总长度,此外,万向联轴器还加设了伸缩补偿;为减小拨叉联轴器产生偏移, 需设置同轴定位中芯轴, 其与联轴器拨叉的对接面采用圆弧贴合, 确保不出现位移;为减缓过滤器轴承套和密封的损坏, 需将填料密封改为机械密封, 并在机械密封下部设计防尘组合密封, 预防焦粉和杂质进入其中, 确保机械密封不受焦粉和颗粒的影响, 以延长其使用寿命;为减少滤网和刮刷的刮蹭, 需采用铜合金管刀配合不锈钢刷清理滤网, 并使用多角度方式将原来的2段刮刷更改为3段刮刷, 同时将管刀支架设计为伸缩结构, 将滤网轴的上轴承支架加高550 mm, 以增大轴承的密封性,确保轴承与急冷油中焦粒隔绝, 延长其使用寿命。
2.2 过滤器技术改造过程
经前期反复讨论和技术确认,改造后的滤芯系统于2017年3月开始安装。安装期间复核了刮刀电机安装尺寸、轴连接位置尺寸、新滤网组件与罐体安装尺寸。数据经核实确认无误后,拆开过滤器封头,使用M30螺栓将滤网组件固定在罐体筒内的安装法兰上,并确认安装到位,无偏移状况【6】。
滤芯系统安装过程中,需先在地面将传动轴和电机及减速箱安装至封头上,再将万向联轴器安装在传动轴上。之后吊起封头,对准罐体上方安装位置再落下,落到将与同轴拨叉联轴器对接的时候,需确认拨叉中间的同心轴心是否已对准联轴器的中心孔,然后再缓缓落下封头,将法兰螺栓锁紧。安装并调试完成后再充液进行运转测试,确保过滤器内组件装配到位、轴精确对中、运行中无异常振动和声响【7】。
3 改造效果
改造后的实际运行状态显示,急冷油泵前过滤器声音、振动正常,焦粒清理正常,刮刷电机运行无过载,密封无泄漏,满足长周期稳定运行条件。最初改造的过滤器B于2017年3月投入运转,运行两年后解体检查,除易损件正常磨损待更换外,其余部件均无重大损坏,达到了改造预期。
相对于改造前的运行情况,此次技术攻关改造在工艺上实现了如下改进:
1) 避免了密封泄漏及泄漏后可能着火的安全风险;
2) 避免了因需频繁停泵倒空进行故障维修对急冷油系统造成的冲击,以及焦粒被堆积在稀释蒸汽发生器需频繁切泵清焦造成的泄漏;
3) 避免了系统中粗焦粉末被带走对设备产生的冲刷及磨损;
4) 实现了在线刮刷自动清焦功能;
5) 降低了人力倒空、置换、清理的工作量;
6) 实现了长周期稳定运行。
