
燕山石化公司乙烯装置66×104t/a扩能改造方案的研究与决策
燕山石化公司30×104 t/a乙烯装置是我国第一套从国外成套引进的大型乙烯装置, 采用美国Lummus公司技术, 由日本东洋工程公司承建, 1976年投产。1992~1994年燕山石化公司组织实施了装置的第一次扩能改造, 生产能力从30×104 t/a增加到45×104 t/a, 投资比同期建设的相同规模的乙烯装置节约50%, 取得了很好的经济效益, 为国内同类装置的技术改造起了示范作用。为了追赶国际乙烯工业技术进步的步伐, 1999~2001年燕山石化公司又组织实施了该装置的第二次技术改造, 生产能力从45×104 t/a增加到了66×104 t/a (运行结果表明可达71×104 t/a) , 生产每吨乙烯的能耗 (以标准油计) 下降了96.5 kg, 单位乙烯增量的投资比第一次改造节约了30%, 生产技术水平明显提高。第二次扩能66×104 t/a改造的方案决策是成功的, 不仅再一次为国内同类装置的技术改造起了示范作用, 也为推动世界乙烯工业的技术进步起了示范和推动作用。
1 实施66×104 t/a改造的必要性
1994年该装置完成第一次45×104 t/a改造后, 在装置的技术先进性、规模经济性上仍然存在不少问题。它们主要是:
1.1适应原料多样化的灵活性差
20世纪70年代初引进技术时, 从中国当时的国情出发, 全部采用轻柴油作乙烯原料。第一次改造中没有对只能使用轻柴油作乙烯原料的SRT-Ⅱ型裂解炉进行改造。尽管从技术上对原料多样化作了不少有益的探索, 努力做到少用轻柴油, 并取得一定效果[1], 该装置每年仍要消耗60多万吨国内市场紧缺的优质柴油。
1) SRT-Ⅱ型裂解炉设计热效率为87%, 实际运行中热效率为83%~84%, 比最新设计的裂解炉低10%;
2) 仍然采用蒸汽过热炉生产用于驱动压缩机透平的超高压过热蒸汽, 新流程已取消蒸汽过热炉;
3) 裂解气压缩机效率只有74%, 比最新设计的裂解气压缩机效率低9%;
4) 乙烯分离系统采用高压脱甲烷工艺, 比低压脱甲烷工艺能耗高;
第一次扩能改造, 采用了如图1所示的“两头一尾”, 即新、老两个裂解、急冷、压缩系统, 一个乙烯分离系统的工艺流程。
“老头”系统以前未作过改造, 能力为30×104 t/a。国内外同类装置中该系统有的作过改造, 能力一般增加30%左右。“老头”改造应是此次的重点, 主要包括裂解炉、急冷系统、裂解气压缩机的改造。
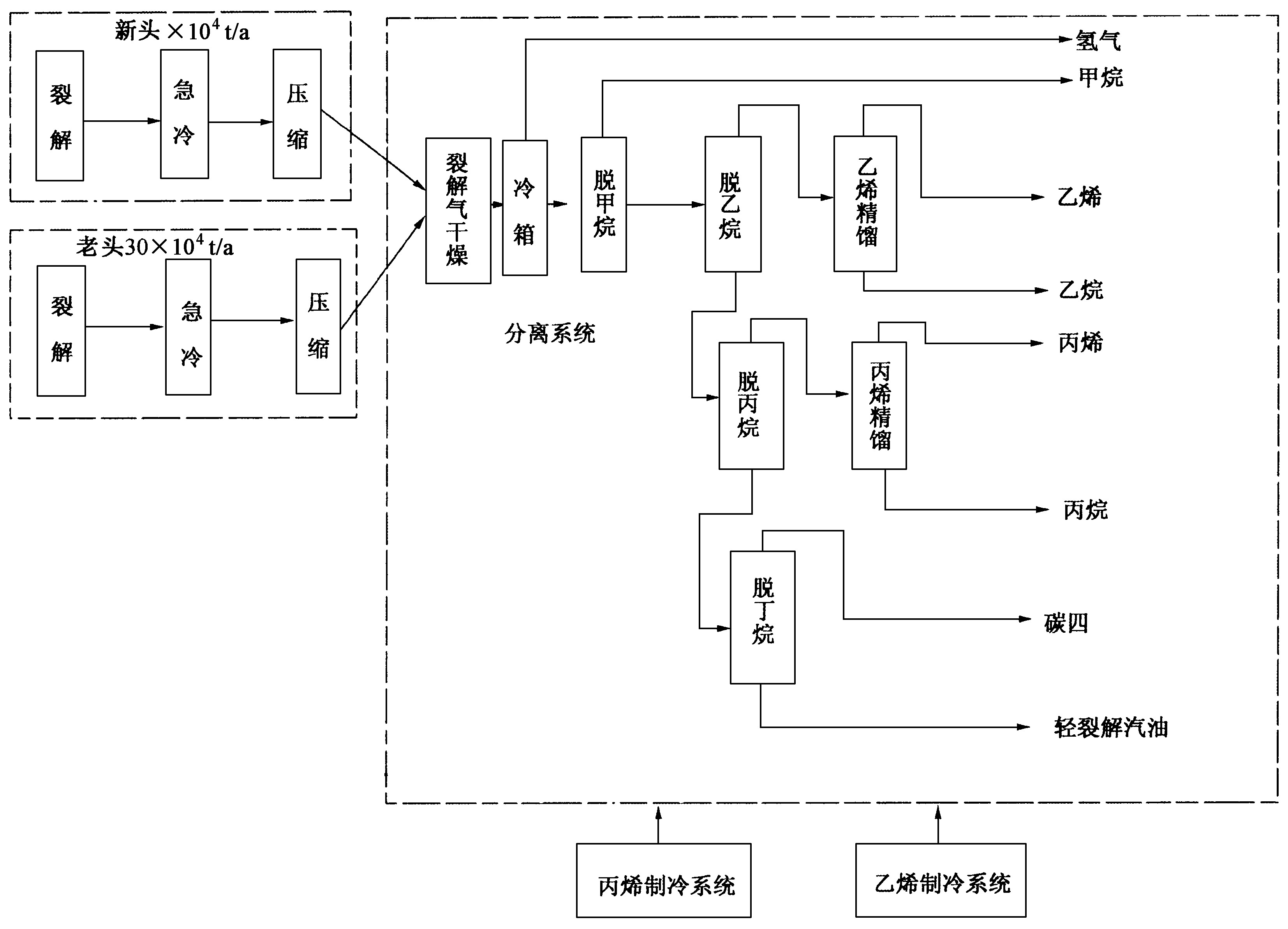
图1 45×104t/a能力时装置流程示意图 Fig.1 Process scheme for production of 45×104 t/a of ethylene
在工程设计的图纸上, 任何改造方案都可以完成, 但在现场方案能否实施会受到平面和空间布置、施工条件、施工手段、施工周期的严重制约, 方案设计要充分研究现场的制约因素。
既要重视停工大修中的安全性, 更要重视装置边生产运行、边施工的安全性。
方案实施后形成的新装置要操作方便且能满负荷、长周期平稳运行。
方案设计时要采用先进的技术、材料、设备, 达到改造后装置技术水平明显提高的目的。
设计的方案不仅能节省投资, 而且能节省运行费用, 要进行投资与运行费用的综合比较, 择优而用。
为了保证方案的可实施性、实施时的安全性和实施后的可操作性, 组织了经验丰富的设计、施工、生产专业技术人员共同参加方案研究。
为了提高乙烯收率, 改善装置的经济性, 世界拥有裂解技术的公司Lummus, S.W., KTI, Linde等都按“高温、短停留时间、低烃分压”的原则进行了辐射段炉管构型的改进。这些公司推出的最新型的裂解炉辐射段炉管构型都是双程的[2]。我国开发的裂解技术, 辐射段炉管也采用双程构型炉管[3]。老区SRT-Ⅱ型裂解炉是6程分枝变径炉管, 停留时间在0.45~0.47 s, 乙烯收率低, 原料灵活性差, 热效率低, 必须淘汰, 但拆旧更新, 投资大, 施工周期长。
表1 Lummus, KTI, SEI改造建议的对比 Table 1 Comparison of proposals on furnace revamp provided by ABB-Lummus, KTI and SEI
| 公 司 | Lummus | KTI | SEI | |
| 炉 型 | SRT-Ⅵ | GK-Ⅴ | CBL-Ⅲ | |
| 炉管构型 | 双程5-1 | 双程2-1 | 双程2-1 | |
| 辐射段炉管排列 | 沿炉中心线 | 中心线两侧 | 沿炉中心线 | |
| 热效率/% | 93.5 | 93.5 | 93.5 | |
| 改造后能力/104 t·a-1 | 5 | 6 | 5 | |
| w乙烯收率/% (单程) * | 28.23 | 28.15 | 28.21 | |
| 运转周期/d* | 60 | 60 | 60 | |
|
主 要 改 造 内 容 |
辐射段 | 更新 | 更新 | 更新 |
| 对流段 | 更新 | 更新 | 更新 | |
| 进料系统 | 更新 | 更新 | 更新 | |
| 烧嘴 | 更新 | 更新 | 更新 | |
| 废热锅炉 | 更新 | 更新 | 更新 | |
| 汽包 | 保留 | 保留或更新 | 更新 | |
| 引风机 | 更新 | 更新 | 更新 | |
| 基础 | 加固 | 加固 | 加固 | |
| 结构 | 加固 | 加固 | 加固 | |

图2 KTI推荐GK-Ⅴ改造方案与GK-Ⅴ原型炉辐射段炉管排列对比图 (a) GK-Ⅴ改造方案; (b) GK-Ⅴ原型炉 Fig.2 Comparison for configuration of radiant tubes of the GK-Ⅴ revamp case suggested by KTI with the GK-Ⅴ prototype furnace (a) GK-Ⅴ revamp case; (b) GK-Ⅴ prototype furnace

图3 LSCC2-2型裂解炉炉管排列和尺寸 Fig.3 Configuration and size of tubes in LSCC2-2 type pyrolysis furnace
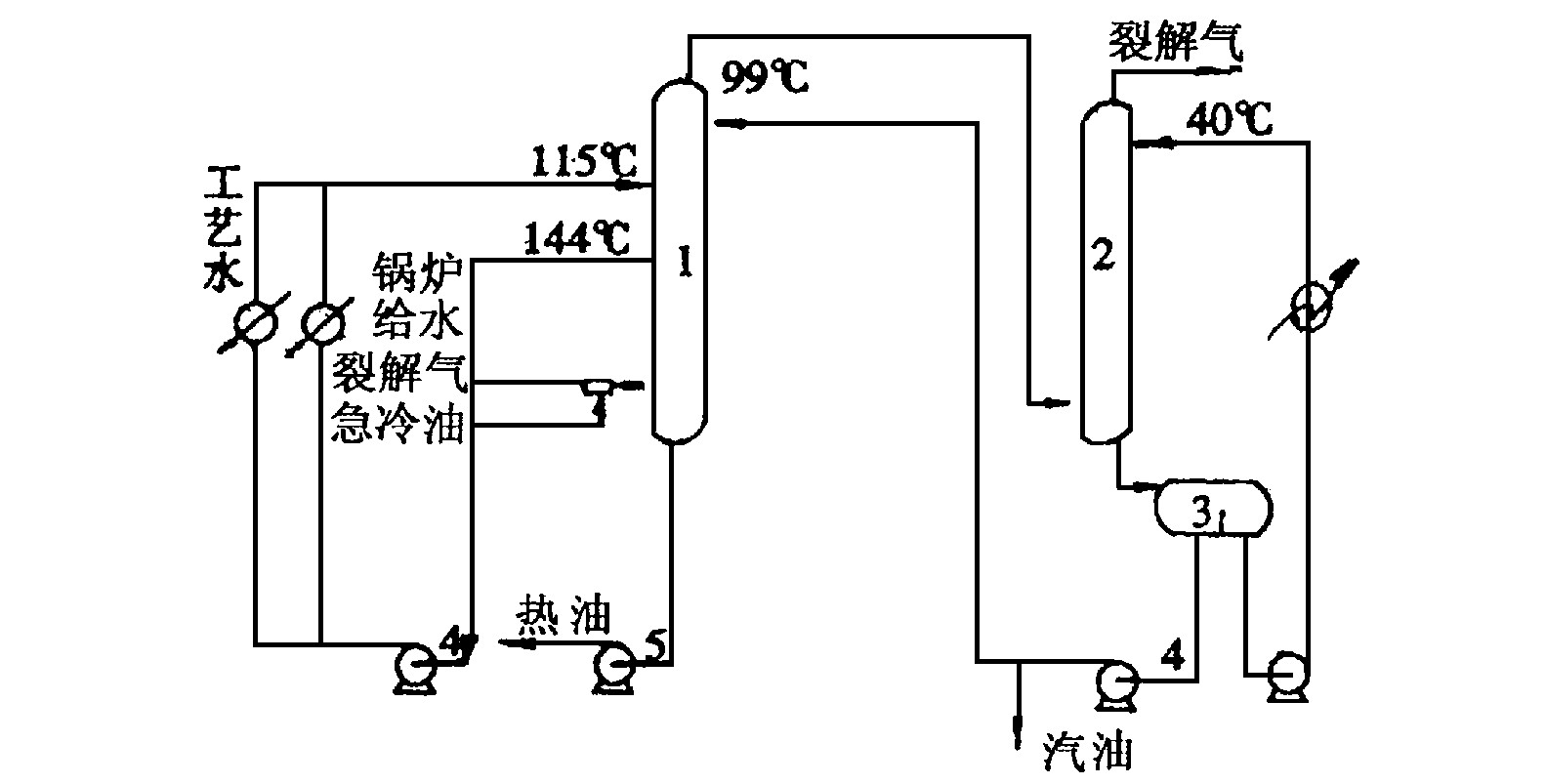
图4 方案一 急冷系统流程简图 1—汽油分馏塔;2—急冷水塔; 3—急冷水沉降槽;4—汽油泵;5—热油泵 Fig.4 Simplified flow chart of quench system (Case 1) 1—Gasoline fractionator;2—Quench water tower; 3—Quench water settling drum; 4—Gasoline Pump;5—Hot oil pump
表2 急冷系统改造方案的对比 Table 2 Comparison of cases for revamp of quench system
| 方案一 | 方案二 | |
| 可实施性 | 旧塔拆除、基础加固, 新塔施工周期长, 施工难度大, 要求大检修时间长 | 新建两塔系, 可边生产边施工, 大检修时间可缩短 |
| 实施中安全性 | 主要在大检修时间施工, 安全难度相对小 | 边生产边施工, 防火要求严, 安全难度大 |
| 实施后可操作性 | 流程简单, 没有改变, 易操作 | 流程复杂, 改动大, 并联操作难度大 |
| 方案的技术先进性 | 先进 | 较先进 |
| 方案的经济性 | 一次性投资稍大, 运行费用低, 经济性好 | 一次投资较小, 运行费用高, 经济性较差 |

图5 方案二 急冷系统工艺流程简图 1, 1′—汽油分馏塔;2, 2′—急冷水塔;3, 3′—急冷水沉降槽;4, 4′—汽油泵;5, 5′—热油泵, 6, 6′—急冷水泵 Fig.5 Simplified flow diagram of quench system (Case 2) 1, 1′—Gasoline fractionator;2, 2′—Quench water tower; 3, 3′—Quench water settling drum; 4, 4′—Gasoline pump;5, 5′—Hot oil pump, 6, 6′—Quench water pump
表3 裂解气压缩机改造方案比较 Table 3 Comparison of cases for revamp of pyrolysis gas compressor
| 项 目 | 方案一 | 方案二 |
| 改造内容 | 原基础不动, 更换新机组, 入口压力不变 | 更换转子和隔板, 提高裂解炉出口压力到0.11 MPa, 使机组入口压力适当提高 |
| 改造后效果 |
能力53×104 t/a 乙烯收率:基础 |
能力45×104 t/a 乙烯收率: (基础-2%) |
| 改造投资估算 |
393万美元 (MHI) 660万美元 (D&R) |
450万美元 (D&R) |
| 方案可实施性 | 较困难 | 较容易 |
说明:1.MHI、D&R是两个压缩机制造商 2.原压缩机采用D&R技术制造, 仅D&R有内件改造能力
压缩机更新改造后, 必须增大驱动蒸汽透平功率也有如表4所示的2个方案。
方案一估算的改造投资比方案二多99万美元, 但是效率高4%。效率提高, 耗用的超高压蒸汽减少, 运行费用每年可节约500多万元, 因此决定采用方案一。
在45×104 t/a扩能改造时, 对包括脱甲烷塔的乙烯分离系统进行了大规模全流程改造, 但是仅考虑了能力的扩大, 没有考虑节能措施。
脱甲烷塔在低压下操作和高压下操作相比, 分离物系的相对挥发度加大, 大大降低最小汽提量和
表4 裂解气压缩机驱动透平改造方案对比 Table 4 Comparison of options for revamp of compressor driving steam turbine
| 方案一 | 方案二 | |
| 改造内容 | 整机更新 | 更换内件 |
| 改造效果 | 满足压缩机功率要求 | 满足压缩机功率要求 |
| 改造后效率 | 基础 | 基础-4% |
| 改造投资估算 | 255万美元 | 156万美元 |
最小回流比[4] (高压脱甲烷时为0.8~1.0, 低压脱甲烷时为0.1~0.2) 。如图6所示, 在装置采用的前脱氢甲烷分离流程中, 低压脱甲烷塔釜可用裂解气直接加热, 不需要外来丙烯热源。如表5所示, 低压脱甲烷时塔顶要能提供-140 ℃的冷剂, 使塔顶温度在-135 ℃左右 (取决于塔压控制) , 要增加甲烷制冷压缩机, 会增加投资, 但节能效果明显, 表6是一个45×104 t/a乙烯装置采用低压脱甲烷工艺的节能数据。
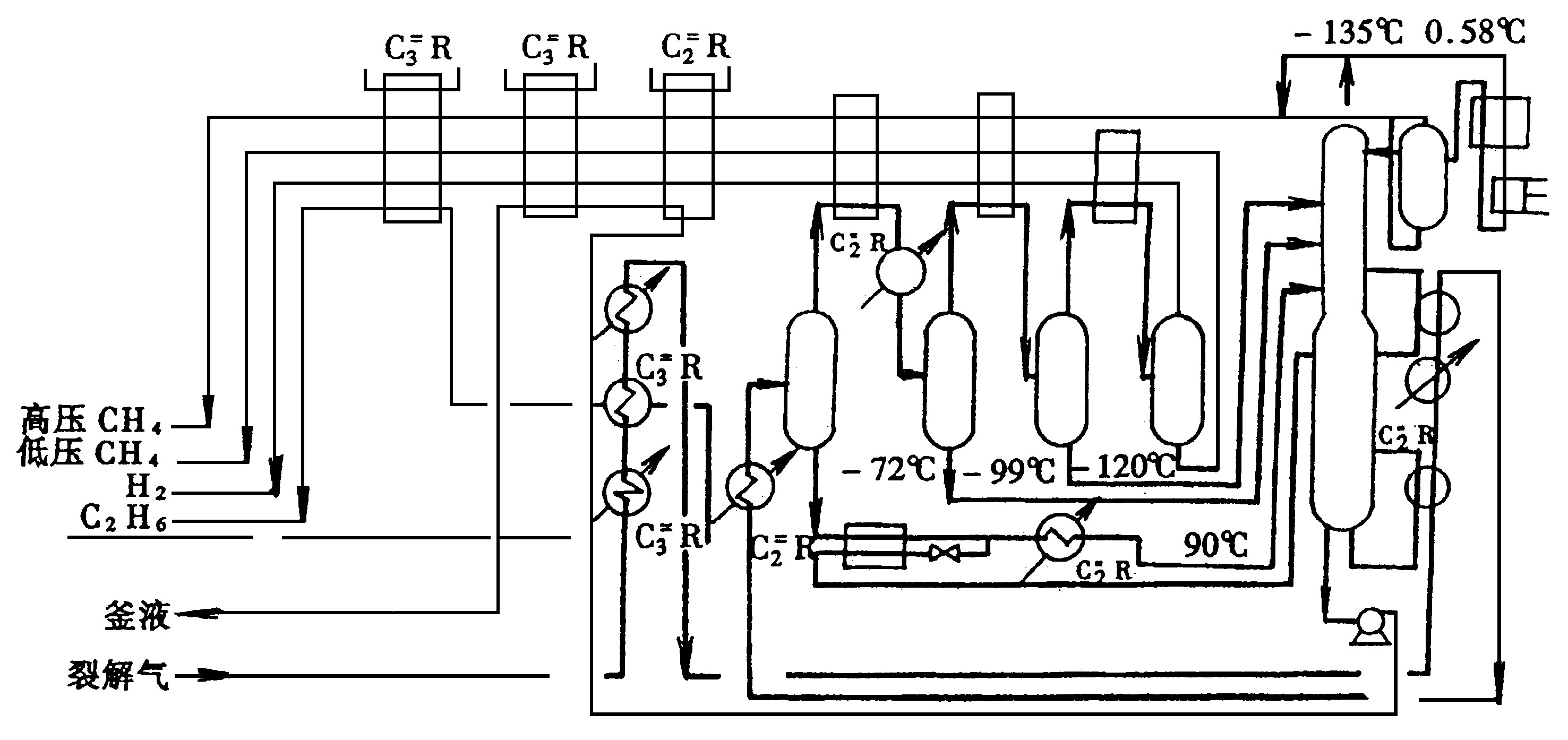
图6 前脱氢低压法脱甲烷工艺流程 Fig.6 Process scheme of LP methane removal with pre-dehydrogenation
表5 高低压脱甲烷比较 Table 5 Comparison of methane removal at low or high pressure
| 项目 | 高压脱甲烷塔 | 低压脱甲烷塔 |
| 塔顶压力/MPa | 3.06 | 0.60 |
| 塔釜压力/MPa | 3.20 | 0.63 |
| 塔顶温度/℃ | -98.87 | -135.92 |
| 塔釜温度/℃ | 5.91 | -53.26 |
| 回流比 | 0.87 | 0.091 4 |
| 理论板数 | 42 | 41 |
| w釜液中甲烷/% | 0.072 | 0.002 |
| 塔顶冷剂 | 乙烯 (-102 ℃) | 甲烷 (-140 ℃) |
| 塔釜热剂 | 丙烯 (18 ℃) | 裂解气 |
表6 低压脱甲烷节省的能耗* Table 6 Energy saved during methane removal at low pressure*
| 项 目 | 节能/kW | 项 目 | 节能/kW |
| 裂解气压缩机 | 400 | 甲烷制冷压缩机 | -1 000 |
| 丙烯制冷压缩机 | 2 640 | 塔底泵 | -170 |
| 乙烯制冷压缩机 | 1 920 | 共计节省能耗 | 3 790 |
希望通过改造能较大幅度提高生产能力, 分离系统制冷用丙烯、乙烯的量会大幅度增加, 脱甲烷又采用了低压工艺还要增加甲烷冷剂。
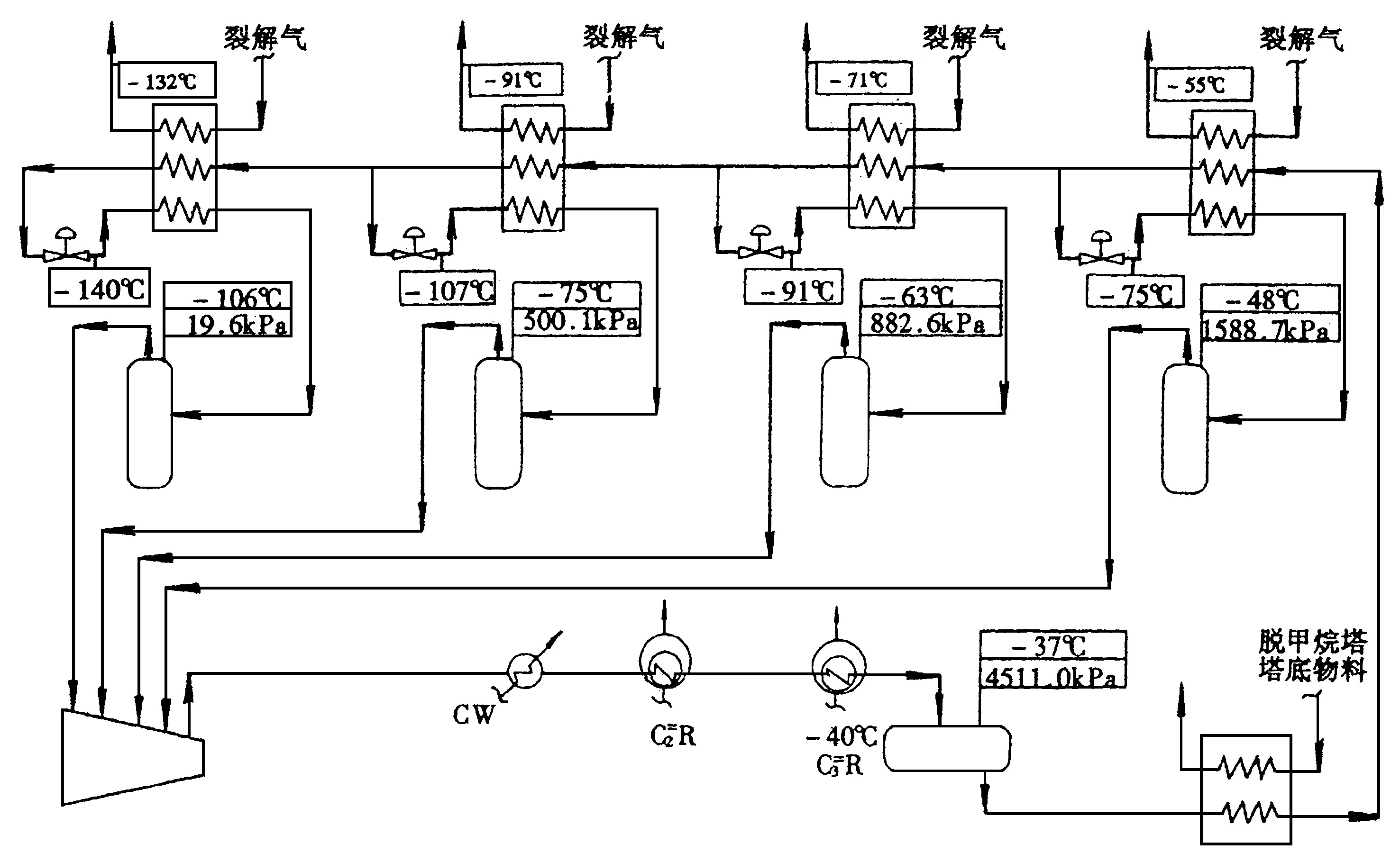
图7 甲烷-乙烯二元制冷工艺流程简图 Fig.7 Simplified flow diagram of refrigeration using methane-ethylene binary mixture
混合冷剂制冷循环用于乙烯装置已经作过不少研究[5,6,7]。1976年V.Kaiser 对乙烯/丙烯二元混合冷剂替代乙烯、丙烯复迭制冷的热力学效率作了分析, 认为如图8所示采用乙烯、丙烯复迭制冷时乙烯冷剂只能以3个恒定级位向工艺流体供冷, 平均传热温差大, 能量利用效率低。若能减小平均温差, 能量利用效益就会提高, 制冷机功耗则降低。乙烯/丙烯二元混合制冷可以使冷剂蒸发曲线与工艺流体冷却曲线十分靠近, 平均传热温差大大缩
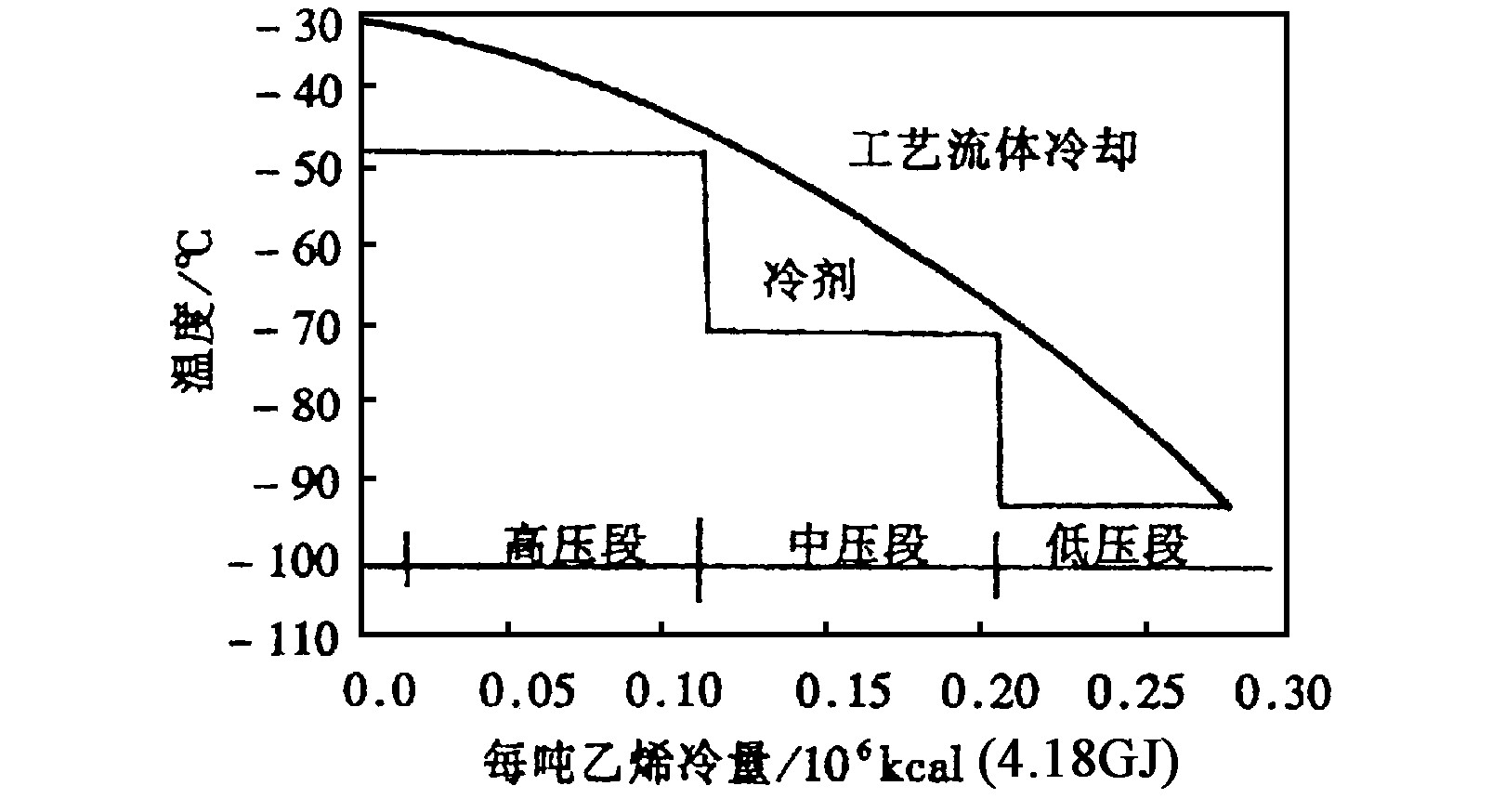
图8 乙烯制冷循环冷剂温度级位与工艺流体冷却曲线的关系 Fig.8 Relationship between refrigerant temperature level and process liquid cooling curve
小, 制冷机的功耗可明显降低 (见图9) 。用乙烯/丙烯二元混合制冷替代乙烯、丙烯复迭制冷可节约冷量10%, 整套乙烯装置节能7%。

图9 混合冷剂蒸发曲线与工艺流体冷却曲线的关系 Fig.9 Relationship between evaporation curve of mixed refrigerant and process liquid cooling curve

图10 TECHNIP技术回收天然气乙烷、丙烯流程简图 1—冷箱; 2—脱甲烷塔; 3—脱乙烷塔; 4、5—节流阀; 6—压缩机; 7—蒸汽透平; 8—水冷器 Fig.10 Simplified flow diagram of ethane-propane recovery from natural gas licensed by TECHNIP 1—Cold box; 2—Demethanizer; 3—Deethanizer; 4, 5.—Throttle valve; 6—Compresdsor; 7—Steam turbine; 8—Water cooler.
脱除碳三馏分中丙炔、丙二烯成熟的工艺有气相催化和液相催化选择性加氢2种[8], 反应器均为固定床。液相加氢工艺具有流程简单、建设投资省、反应温度低、能耗低、副产物绿油生成量少、催化剂使用寿命长等优点, 20世纪80年代新建的乙烯厂均采用液相加氢工艺。在第一轮装置改造时, 碳三加氢系统尚能满足扩能45×104 t/a的要求, 因此未作改动。此次改造Lummus公司推荐了技术上更具优势的碳三催化精馏加氢新技术。
图11、图12分别是碳三液相加氢和催化精馏加氢的工艺流程简图。

图11 碳三液相加氢流程简图 1—脱丙烷塔;2—冷凝器;3—回流罐;4—回流泵;5—冷却器;6、7—加氢反应器;8—冷却器;9—碳三罐;10—出料 (循环) 泵 Fig.11 Simplified flow diagram of C3 hydrogenation in liquid phase 1—Depropanizer;2—Condenser;3—Reflux drum; 4—Reflux pump;5—Cooler; 6, 7—Hydrogenation reactor; 8—Cooler;9—C3 drum;10—Circulating pump.
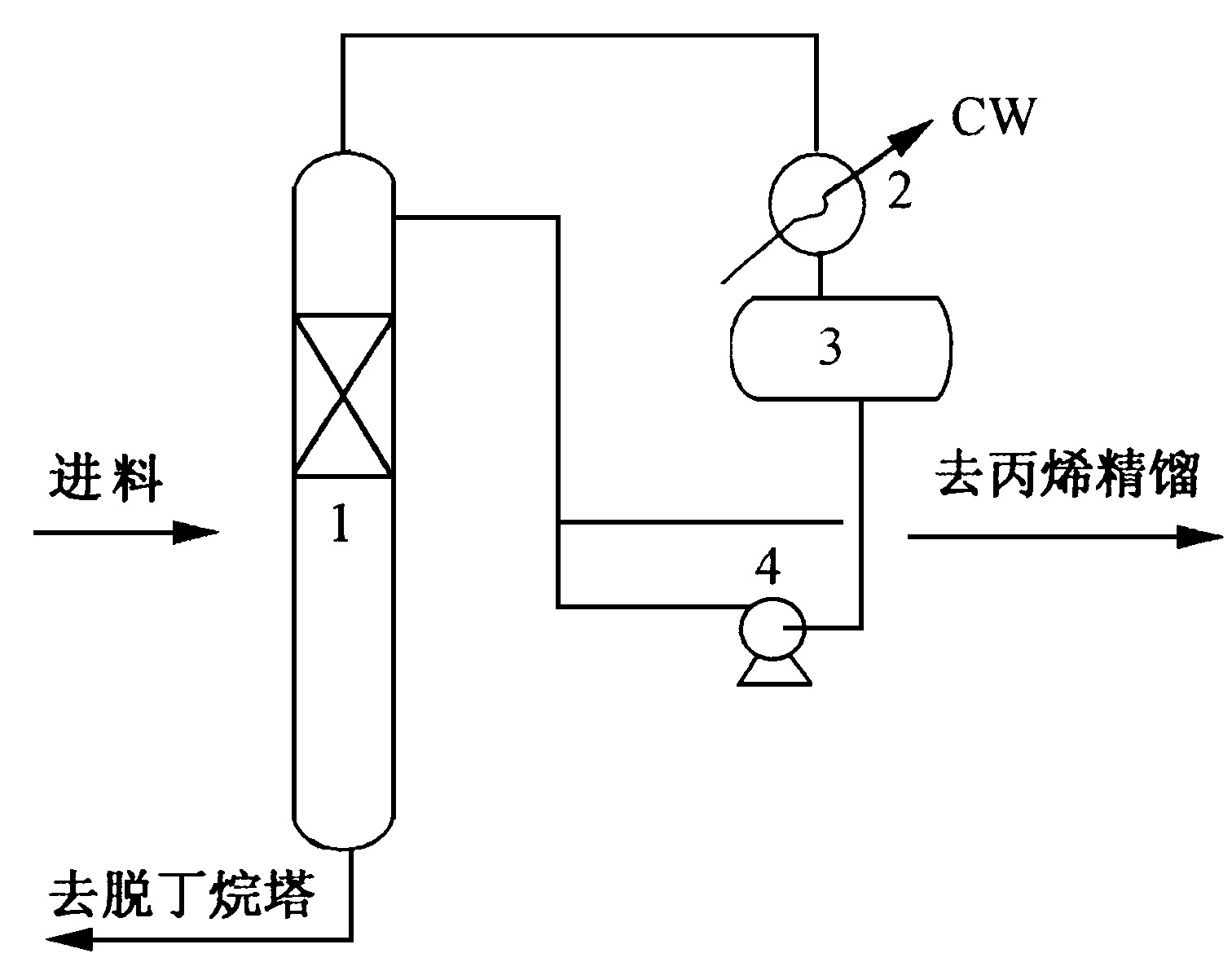
图12 碳三催化精馏加氢流程简图 1—催化精馏塔;2—冷凝器;3—回流罐;4—回流 (出料) 泵 Fig.12 Simplified flow diagram of C3 catalytic rectification-hydrogenation 1—Catalytic rectification tower; 2—Condenser; 3—Reflux drum; 4—Circulating pump
因丙烯、丙烷相对挥发度接近于1, 精馏分离难度很大。丙烯精馏塔是乙烯分离流程中塔板数最多、回流比最大的塔。该装置的丙烯精馏塔直径4.5 m, 塔高83.4 m, 共有165层塔盘。在扩能45×104 t/a的改造中, 该塔仅增加了侧线采出化学级丙烯系统, 其余未作改造。这次扩能改造可以选择的方案有3个:一是采用低压法丙烯精馏, 通过降低塔的操作压力, 提高丙烯与丙烷的相对挥发度, 减小回流比达到增加能力的目的[9];二是采用国内外开发的高通量塔盘, 如MD塔盘或斜孔塔盘取代现有的浮阀塔盘, 增加塔的处理量[10];三是新加一台丙烯精馏塔与现塔并联操作。采用方案一, 经过初步核算, 当操作压力降低至1.0 MPa, 该塔能力可和60×104 t/a乙烯匹配。但为了减少操作波动对精丙烯质量影响的时间, 必须增加一套如图13的闭式热泵系统, 包括功率约5 000 kW的丙烯压缩机、驱动电机或透平等设备, 投资大, 装置大量的急冷水余热不能充分利用, 还要增加电或蒸汽的耗用, 能量利用明显差于原高压丙烯精馏流程。采用方案二, 用燕化公司和清华大学合作开发的与MD塔盘通量相当, 效率更高的复合斜孔多溢流塔盘替代现有的165块浮阀塔盘, 其能力也能和60×104 t/a乙烯匹配, 但165层直径4.5 m的塔盘总重190 t, 在更换塔盘的同时还要改造支撑塔盘的横梁和支撑圈。为了保证塔的效率, 必须保证改造后每层塔板的水平度都符合规范要求, 改造时塔内施工面又难以展开, 更换高通量塔盘在50天左右的大检修时间内不可能完成。采用方案三, 现场平面布置允许新加一台丙烯精馏塔, 与现丙烯精馏塔并联, 操作上并不困难。新塔可以边生
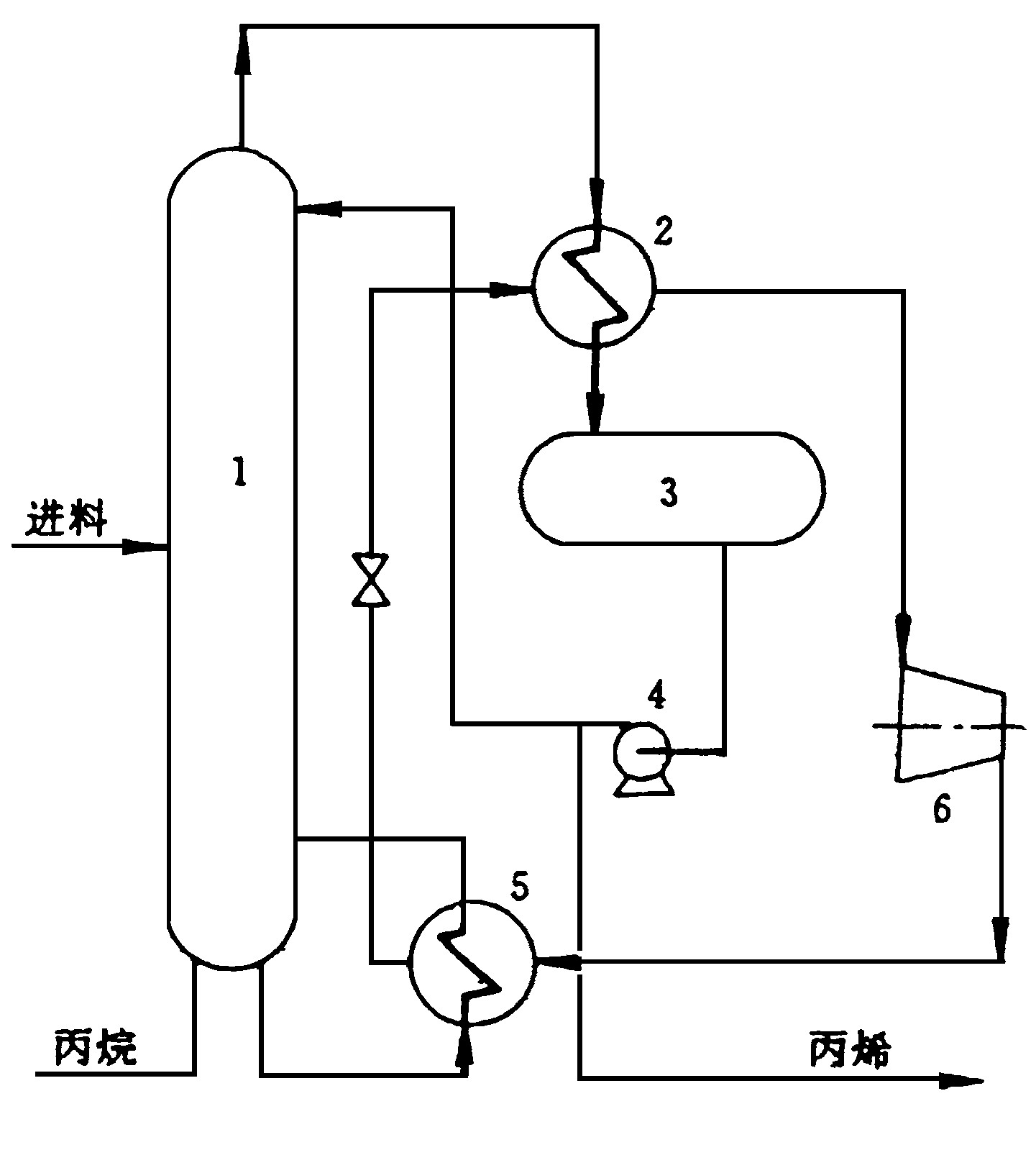
图13 低压丙烯精馏热泵流程 1—丙烯精馏塔;2—塔顶冷凝器;3—回流罐; 4—回流泵;5—丙烯加热再沸器; 6—丙烯制冷压缩机;7—蒸汽加热再沸器 Fig.13 Flow sheet of heat pump for low-pressure propylene rectification 1—Propylene rectification tower; 2—Overhead condenser; 3—Reflux drum; 4—Reflux pump; 5—Reboiler for heating propylene; 6—Propylene refrigeration compressor; 7—Steam heated reboiler.
产边施工, 大检修时与现系统接口碰头, 工程上容易实现。因是增加新塔, 能力可以根据乙烯能力最大化增加, 不受限制。综合比较, 决定采用方案三。
经过工艺技术比较、设备能力核算并对方案的可实施性、实施中安全性、实施后可操作性、技术先进性及经济性进行分析研究后, 确定改造的主要内容:
5.1.2 老急冷区 拆除原油水分离罐, 更新汽油分馏塔、急冷水塔, 更新急冷油泵。将原燃料油/柴油汽提塔改造为急冷油减粘塔;增加1套稀释蒸汽发生系统。
5.1.6 制冷及火炬排放系统 与现丙烯制冷系统整合, 适当调整换冷流程, 新增1套丙烯制冷系统;增加甲烷/乙烯二元制冷系统;增加1套平行的火炬排放系统。
表7 燕化乙烯扩能66×104t/a改造后2000年的产量、收率、能耗统计 Table 7 Ethylene output, yield and energy consumption of BYPC ethylene plant in the first year after unit expansion to 66×104 t/a
| 月份 |
产量 /t |
w乙烯收率 /% |
每吨乙烯能耗 (以标准油计) /kg |
| 1* | 55 730 | 31.49 | 758.95 |
| 2 | 57 643 | 30.96 | 722.01 |
| 3 | 64 701 | 31.43 | 687.98 |
| 4* | 58 280 | 31.07 | 657.49 |
| 5** | 60 533 | 30.44 | 714.66 |
| 6 | 64 786 | 31.23 | 658.34 |
| 7 | 66 723 | 31.51 | 629.43 |
| 8** | 48 226 | 30.04 | 772.07 |
| 9 | 65 472 | 31.51 | 650.65 |
| 10 | 67 644 | 31.31 | 671.34 |
| 11 | 65 960 | 31.64 | 680.45 |
| 12 | 68 444 | 31.8 | 695.08 |
| 总计 | 744 142 | 31.24 | 688.52 |
* 因下游生产装置故障低负荷运行; ** 非计划停工影响产量。
改造中在世界上首先采用了甲烷/乙烯二元混合冷剂制冷技术和碳三催化精馏加氢技术, 展现了混合冷剂制冷技术和催化精馏技术在乙烯装置中有良好的应用前景, 对世界乙烯工业技术进步有推动作用。
[ 1 ] 曹湘洪.扩大乙烯装置原料来源的思考与实践[J].中国工程科学, 2001, 3 (5) :35~43 链接1
[ 2 ] 王延荻.王松汉.国外乙烯生产现状及技术进展[J].乙烯工业, 1998 (增刊) :5~16
[ 3 ] 方邦.国产裂解炉技术[J].乙烯工业, 1993, 5 (4) :18~33 链接1
[ 4 ] 陈滨主编.乙烯工学[M ].北京:化学工业出版社, 1997.337~356 链接1
[ 7 ] 李作政主编乙烯生产与管理[M ].北京:中国石化出版社, 1992.496~498 链接1
[ 8 ] 赵炳义.丙烯生产过程丙炔、丙二烯的脱除[J].乙烯工业, 1994, 6 (2) :18~42 链接1
[ 9 ] 陈滨主编.乙烯工学[M ].北京:化学工业出版社, 1997.380~382
[10] 兰州石油机械研究所主编.现代塔器技术[M ].北京:烃加工出版社, 1990.263~276, 453~467
