
中石化青岛炼化专家分享PSA装置程控阀内漏判断与解决措施
某炼化公司13 dam3/h氢气提纯装置的尾气中氢体积分数高达45%,经判断为部分程控阀修复后仍内漏,对其进行更换后,尾气中氢体积分数降至35%,变压吸附(PSA)氢气回收率提升至82.5%。阀门内漏原因主要有密封圈老化、主密封圈及阀体密封面磨损、阀杆与阀板连接的方键与键槽出现松动导致锥销断裂、阀板偏移以及阀门阀杆与执行器连接的方键与键槽有间隙、齿轮与齿条有松动间隙。密封圈老化、主密封圈及阀体密封面磨损、阀杆与阀板连接的方键与键槽出现松动导致锥销断裂、阀板偏移等问题可取返厂检修更换密封圈及对密封面进行研磨、切削,实现对内漏阀门的修复。但是,对于齿轮磨损间隙、阀座磨损缺陷问题,靠修复已难以彻底解决。
关键词:加氢低分气 氢气提纯 变压吸附 程控阀内漏 尾气氢含量
1 概 述
变压吸附 (PSA) 是利用不同气体组分在吸附剂上的吸附能力不同和不同压力下同一气体组分在吸附剂上的吸附容量有差异的特性, 来实现对混合气体中弱吸附组分氢气的分离提纯。杂质在高压下被吸附剂吸附,使得吸附容量极小的氢气得以提纯,然后杂质在低压下脱附,使吸附剂获得再生[1]。
某炼化公司13 dam3/h PSA装置是以脱硫后加氢裂化装置低分气、柴油加氢装置低分气、加氢处理装置低分气的混合气作为原料,采用成都某科技公司提供的变压吸附提纯氢气技术,从混合气中提纯分离出纯度大于 99.0% 的氢气,产品氢并入氢气管网,满足加氢装置氢气供应。混合原料气提纯氢后,剩余的 PSA 尾气经过往复式压缩机升压后作为制氢装置原料气或者去燃料气管网补充燃料气。
该PSA 装置大检修前尾气氢体积分数平均约45%,大检修期间对全部程控阀进行拆检。检修开工后,尾气氢体积分数仅降至40%左右,氢气回收率仅达到78.6%。
2 PSA装置的生产运行情况
2.1 吸附剂装填情况
PSA装置吸附剂主要包括分子筛、活性炭、多孔硅胶和活性氧化铝等类型。PSA装置8台吸附塔从上到下均依次装填HXBC-30D吸附剂、A-AS吸附剂、HXSI-02专用吸附剂、HXBC-15C吸附剂、HX5A-10H吸附剂,共装填吸附剂120.7 t。
对于不同的气体组分,由于其分子的大小、结构、极性等性质各不相同,吸附剂对其吸附的能力和吸附容量也就各不相同[2]。由于吸附剂对混合气体中的氢组分吸附能力很弱,而对其他组分吸附能力较强,因而通过装有不同吸附剂的混合吸附床层,就可将各种杂质吸附下来,得到提纯的氢气[3]。
2.2 原料气分析
PSA装置设计的原料气及实际运行过程中原料气组成见表1。
表1 原料气组成分析数据
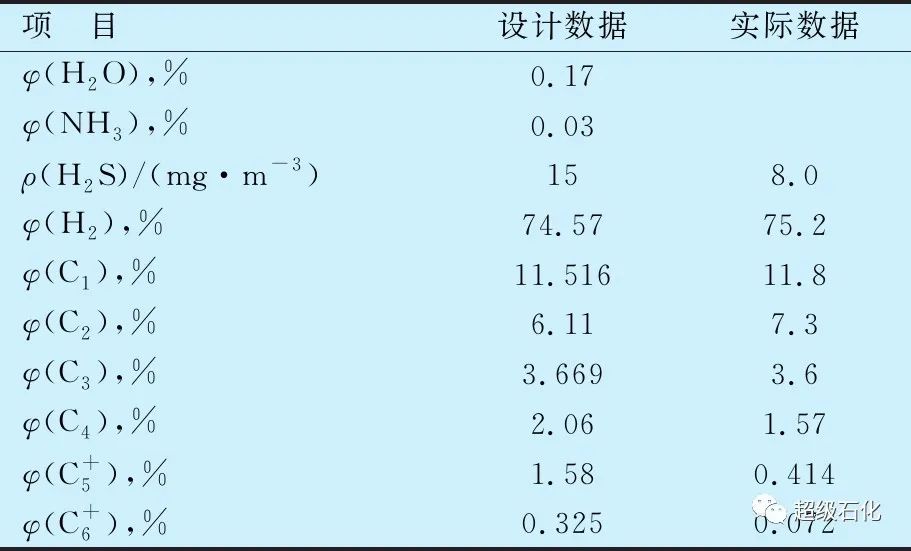
随着组分变重,吸附剂对其吸附能力越强。由表1可以看出,实际运行过程中PSA原料气中 组分含量均优于设计指标。
组分含量均优于设计指标。
2.3 PSA产品氢纯度趋势
PSA装置产品氢气纯度按不小于99.0%要求进行控制,产品氢纯度趋势如图1所示。由图1可以看出,为避免吸附剂污染,保障装置长周期运行,在正常生产过程中PSA产品氢纯度均值控制在99.5%。

图1 PSA产品氢纯度趋势
2.4 尾气氢含量下降
PSA装置尾气氢含量趋势如图2所示。

图2 PSA尾气氢含量趋势
由图2可以看出,2019年6月大检修之前尾气中氢体积分数维持在45%左右。2019年8月大检修开工正常后,PSA尾气氢体积分数有一定程度下降,降至40%左右。经计算,PSA氢气回收率仅为78.6%,未能达到目标值80%。
2.5 吸附塔压力下降
通过观察各吸附塔的压力趋势变化,吸附塔压力均升或均降时,在压力达到平衡后,吸附塔压力仍呈现下降趋势,见图3(图中8条颜色不同的曲线分别代表8个吸附塔)。
根据图3吸附塔压力变化趋势,可判断吸附塔阀门存在内漏[4-6]。故2019年6月大检修时,按检修计划对PSA系统66台程控阀(包含DN80阀门34台、DN100阀门16台、DN150阀门16台)进行全面检修。检修内容包括:对主密封圈进行更换,更换部分阀杆填料和执行机构油缸密封。

图3 PSA吸附塔压力趋势(2019-05-08)
3 程控阀运维情况
3.1 程控阀检修情况
维修过程中发现:4台程控阀的阀座磨损、主轴晃动没有修复价值,已报废;所有程控阀主密封圈均存在不同程度磨损现象。
程控阀维修完毕进行水压试漏,按正常工艺工作压力的1.2倍(2.7 MPa)试压。第一次试压有20台程控阀试漏不合格,重新维修。维修后再次试压合格16台,有4台密封面损伤无法修复,使用新阀替换。
3.2 大检修后尾气氢含量高原因分析
大检修后,PSA尾气氢体积分数仍持续高于35%,氢气回收率低于80%。分析认为大修后仍有部分PSA装置程控阀内漏为主要原因。造成PSA装置程控阀内漏的主要因素包括:①主密封圈老化后失去弹性导致主密封圈位移及本身产生的内漏;②PSA 装置在正常运行过程中,由于吸附剂粉化产生的粉尘导致主密封圈及阀体密封面磨损;③长时间运行,阀杆与阀板连接的方键与键槽出现松动导致锥销断裂、阀板偏移出现内漏;④阀门阀杆与执行器连接的方键与键槽有间隙,齿轮与齿条有松动间隙导致阀门关闭不严。
对于前3个因素,可通过返厂检修更换密封圈及对密封面进行研磨、切削等方式,实现对内漏阀门的修复。但是对于第4个因素,靠修复已难以保证不再内漏。主要原因为油缸执行机构和主轴之间的作用力是靠齿轮齿条进行的,材质均为碳钢,长时间动作后会有不同程度的磨损(主要表现为齿轮齿条间隙距离增大,阀门开关不到位),修复方式无法解决间隙增大问题。如果单纯从修复后的试压结果来看,可能是合格的。实际上是大力扳动阀门使阀板与阀门密封面过盈贴合形成的密封效果(三偏心蝶阀的阀门与阀板的关闭角度正常为90°,设计上会留有5%左右的余地)。因此,大检修后试压合格的阀门在实际运行中达到过盈密封而再次内漏。
3.3 大修投产后运维情况
对PSA装置运行趋势进行分析,研判内漏阀门,通过图4趋势可确认内漏程控阀。

图4 B塔试漏曲线(2019-12-18)
由图4可见:①B塔6号程控阀手阀打开后,在3 min内,压力由0.05 MPa上涨至0.08 MPa;②B塔4号程控阀手阀打开后,在3 min内,压力由0.10 MPa上涨至0.20 MPa;③B塔3号程控阀手阀打开后,在3 min内,压力由0.22 MPa上涨至0.68 MPa。说明B塔6号、4号、3号程控阀均内漏,其中3号阀内漏最严重。
通过以上试漏方式判断,共确认内漏程控阀6台,拆开后的阀门损坏情况如图5所示。

图5 内漏程控阀磨损情况
由图5可见,内漏程控阀三偏心阀座磨损严重,导致阀门即使关到位后仍然有间隙。对内漏程控阀进行更换。
程控阀更换后,对PSA装置尾气氢含量跟踪观察,趋势如图6所示。图6趋势表明:内漏程控阀更换后,PSA尾气氢体积分数由40%左右降至35%左右。氢气回收率由78.6%提升至82.5%。
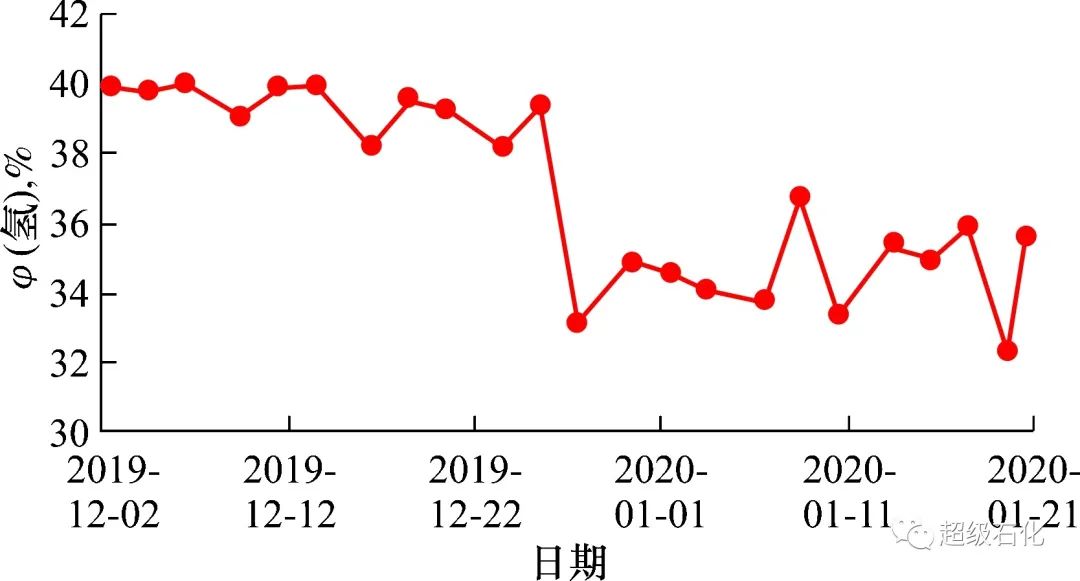
图6 PSA尾气氢含量趋势
4 结 语
(1)PSA装置程控阀内漏,将导致尾气中氢含量增加,装置氢气回收率降低。
(2)造成PSA装置程控阀内漏的主要因素可能有密封圈老化、主密封圈及阀体密封面磨损、阀杆与阀板连接的方键与键槽出现松动导致锥销断裂、阀板偏移、阀门阀杆与执行器连接的方键与键槽有间隙、齿轮与齿条有松动间隙等因素。
(3)由密封圈老化、主密封圈及阀体密封面磨损、阀杆与阀板连接的方键与键槽出现松动导致锥销断裂、阀板偏移等问题引起的程控阀内漏,可采取返厂检修更换密封圈及对密封面进行研磨、切削,实现对内漏阀门的修复。
(4)对于齿轮磨损间隙、阀座磨损缺陷问题,虽然单纯从修复后的试压结果来看,可能是合格的,实际上是大力扳动阀门使阀板与阀门密封面过盈贴合形成的密封效果,实际运行中还会发生内漏。对于此类问题靠修复方式已难以彻底解决,需视阀门拆检情况,采购新程控阀,合理更新。
