
中石化镇海炼化专家分享高温高压蒸汽安全阀腐蚀缺陷修复及国产化改造
对炼油厂高温高压蒸汽安全阀发生腐蚀的原因进行分析研究。在日常检修维护中采用堆焊和研磨等措施对该类型缺陷进行修复,考虑到进口配件价格昂贵且订货周期长,开展了设备国产化工作。通过总结国产化过程中的问题,为今后该类高温高压蒸汽安全阀的选型、维护和检修等工作提供借鉴。
关键词:高温高压; 蒸汽安全阀; 冲蚀; 检修维护; 国产化
国内某大型炼油厂乙烯裂解汽包等高温高压蒸汽工况多个在用安全阀均采用进口产品,使用时间10~30 a,使用中存在安全阀阀芯密封面泄漏和在线定压值不准等问题,解剖后发现阀芯阀座硬质合金层磨损开裂,堆焊研磨修复困难。如果更换进口阀芯阀座,费用昂贵,一般超过新购置整阀的30%。技术管理部门通过广泛调研、同国内相关厂家技术交流,摸索修复和国产化办法解决该问题。
1 高温高压蒸汽安全阀腐蚀失效分析
对多个失效高温高压安全阀后进行解剖分析发现:出现的典型故障为密封面腐蚀、冲蚀或硬质合金层开裂导致的泄漏。将腐蚀零部件委托给专业的机构进行失效分析,失效原因主要是密封面硬质合金材质经过长期使用受到介质温度波动和出口管道有凝结水等因素影响,产生疲劳裂纹,导致硬质合金开裂损坏。致使主密封高温蒸汽泄漏后造成弹簧在蒸汽环境中产生应力腐蚀开裂,弹簧断裂后使安全阀突然失效,产生大幅波动,对正常生产带来严重隐患。
1.1 密封面损坏磨损及修复
如果是星状的点蚀,用D547,D547Mo类不锈钢焊条点焊修复后,再进行研磨。如果密封面硬质合金层开裂或连续大块缺陷,则委托专业厂家修复,将硬质合金层车削后,预热后堆焊钴基类硬质合金层,堆焊至少3 mm,经过粗研和精研后上线投用。在初期情况尚可,但其中部分安全阀使用一年左右时间,密封面就又发生了蒸汽泄漏,需要再次维修。分析原因主要是由于进口阀门大多采用弹性(挠性)阀瓣结构,即热阀瓣结构。阀芯和阀瓣的尺寸、材料选配经过严格设计,热膨胀系数相适应,工作状态不能发生相对位移,这种带弹性密封面的密封结构适用于阀座和阀瓣有可能发生热变形的场合。当高温介质被节流,节流的蒸汽使密封面冷却,在密封面材料中造成温度梯度,从而引起密封面的翘曲,节流时的冷却程度取决于介质的种类及其初始参数,对于饱和蒸汽,工作压力为17.0 MPa时温度可能降低至230 ℃,这将导致密封面翘曲和侵蚀,从而造成修复后的阀芯阀瓣很难达到原始设计要求,特别是原始设计资料散失或出口厂家不提供,较难修复成进口阀门原始状态[1]。
1.2 弹簧失效及措施
弹簧载荷式安全阀的工作原理是通过弹簧座把作用力传递给阀杆,阀杆再把弹力传递到阀瓣上。为保证安全阀的可靠运行,必须保证弹簧力能平稳地传递到阀瓣上,但高温高压安全阀长期工作在苛刻环境,弹簧的力学性能会降低且出现松弛现象,弹簧力减小,导致安全阀密封力不足产生内漏,甚至提前起跳。故应适时更新弹簧,进行寿命管理,为了防止弹簧松弛,在设计计算时取较低的许用应力值,制造时进行强压处理,弹簧材质至少采用高铬镍合金钢制造,并采用高温涂料处理等。
1.3 安全阀组件的安装要求
阀瓣的导向套与阀体的连接是非刚性的,并且不接触热的介质,但在高温环境下因膨胀系数不同容易卡涩,导致安全阀失效。为了防止阀瓣在导向套中被卡住,就必须按工作温度的不同,在阀瓣和导向套之间确保一定的间隙,该间隙控制难度大,检修成功率不高。
2 国产化改造工作
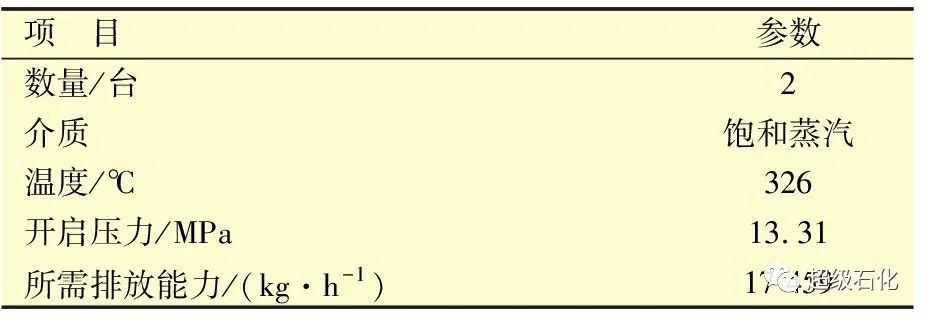
综合考虑成本、维修和使用效果等多方面因素,从2017年开始在1号乙烯裂解炉汽包高温高压安全阀上进行了国产化改造,该安全阀的具体工况见表1。
表1 该安全阀的具体工况
2.1 安全阀定径技术选择
安全阀的定径根据API相关标准《泄压阀装置的尺寸计算和选择》,蒸汽的定径公式如下:
式中:A为所需的有效排放面积,mm2;W为所需泄放量,kg/h;Pdr为额定排放压力(该压力等于整定压力加上允许超过压力,再加上大气压,MPa);Kdr为额定排量系数,取0.869;Kb为排量的背压修正系数,对于常规式安全阀,处于临界流动时,取1.0;Kc为装爆破片时的联合修正系数,当不安装爆破片时,取1.0;KN为Napier公式的修正系数,根据计算取1.027;KSH为过热蒸汽修正系数,取1。
计算得到所需的有效排放面积为269.82 mm2,选择“G”喉径,对应的排放面积为380.13 mm2。
2.2 高温高压安全阀的结构选择
根据ASME第Ⅰ卷《动力锅炉建造规则》要求,该安全阀应满足:超过压力≤3%Ps,启闭压差≤4%Ps。密封性能应满足在96%Ps下进行密封性试验,无可见及可听见的泄漏。同时,阀门应当具有良好的动作性能,运行过程中无颤振、卡阻现象。这一工况要求高于常规安全阀工况要求,对阀门的结构提出特殊要求:(1)采用弹性热阀瓣结构,以提高其在高温高压蒸汽工况下的密封性能。(2)具有多重调节机构,保证阀门性能可调,满足性能指标要求。(3)导向件的结构、工艺应保证阀门对中性良好,弹簧力传递平稳,无卡阻现象。(4)阀门的结构应采用敞开式结构,减小高温对弹簧和其他重要零部件的影响。
2.3 弹性热阀瓣结构设计
目前阀瓣的结构形式主要分为刚性阀瓣和弹性阀瓣两种,具体结构见图1和图2。
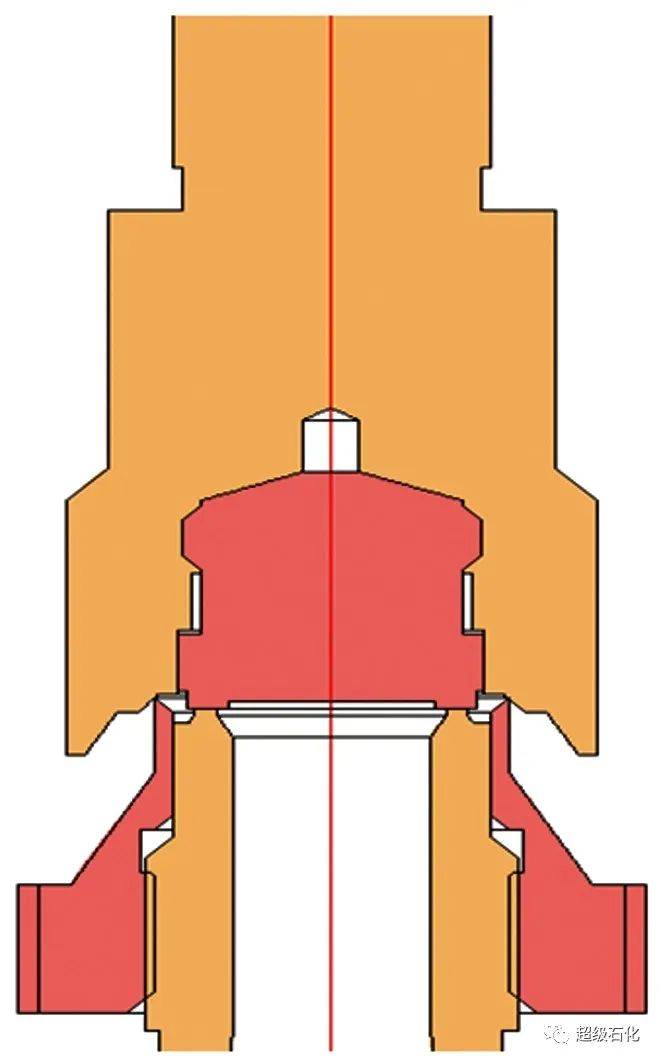
图1 刚性阀瓣结构
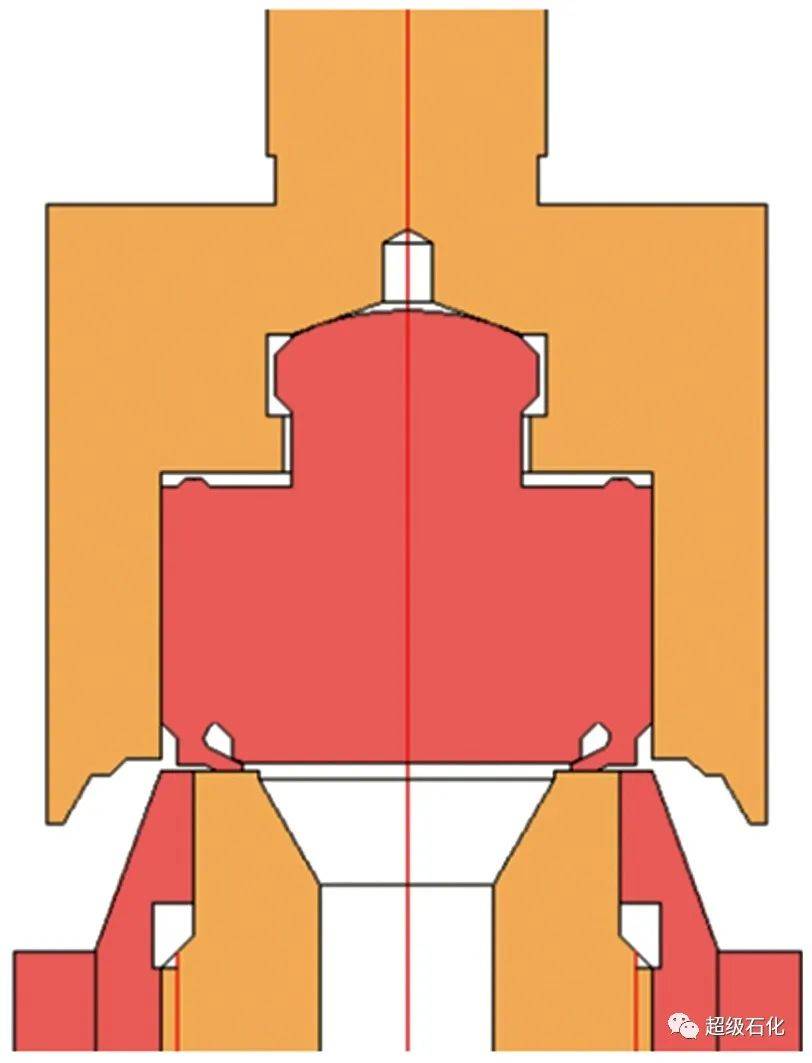
图2 弹性阀瓣结构
对于刚性阀瓣密封结构,在阀门处于关闭状态时,阀瓣内部长期与高温介质接触,外部与阀体腔体内空气接触,由于温度差的存在,导致阀瓣密封面极易因为热变形而发生翘曲,从而产生泄漏。同时当阀门工作压力与开启压力比较接近时,作用于阀瓣密封面上的密封比压较小,介质也会容易发生泄漏。
而弹性热阀瓣独特的结构设计使密封面上温度分布均匀,减少了因密封面热变形而带来的泄漏风险,同时当阀门工作压力与开启压力比较接近时,密封面会发生轻微“踮脚”现象,密封接触面积会适当减小,以保证密封比压,提升密封效果。
但是,弹性阀瓣的密封唇在阀门回座时会承受很大冲击作用,产生较大应力,设计时需要引起足够重视。应对密封唇处最大应力进行校核,确保结构强度满足要求。利用ANSYS有限元仿真工具对阀瓣结构强度进行仿真分析,得到应力云图,如图3所示。计算结果表明应力最大值为486.83 MPa,约占阀瓣材料Inconel 718屈服极限的47%,满足强度要求。
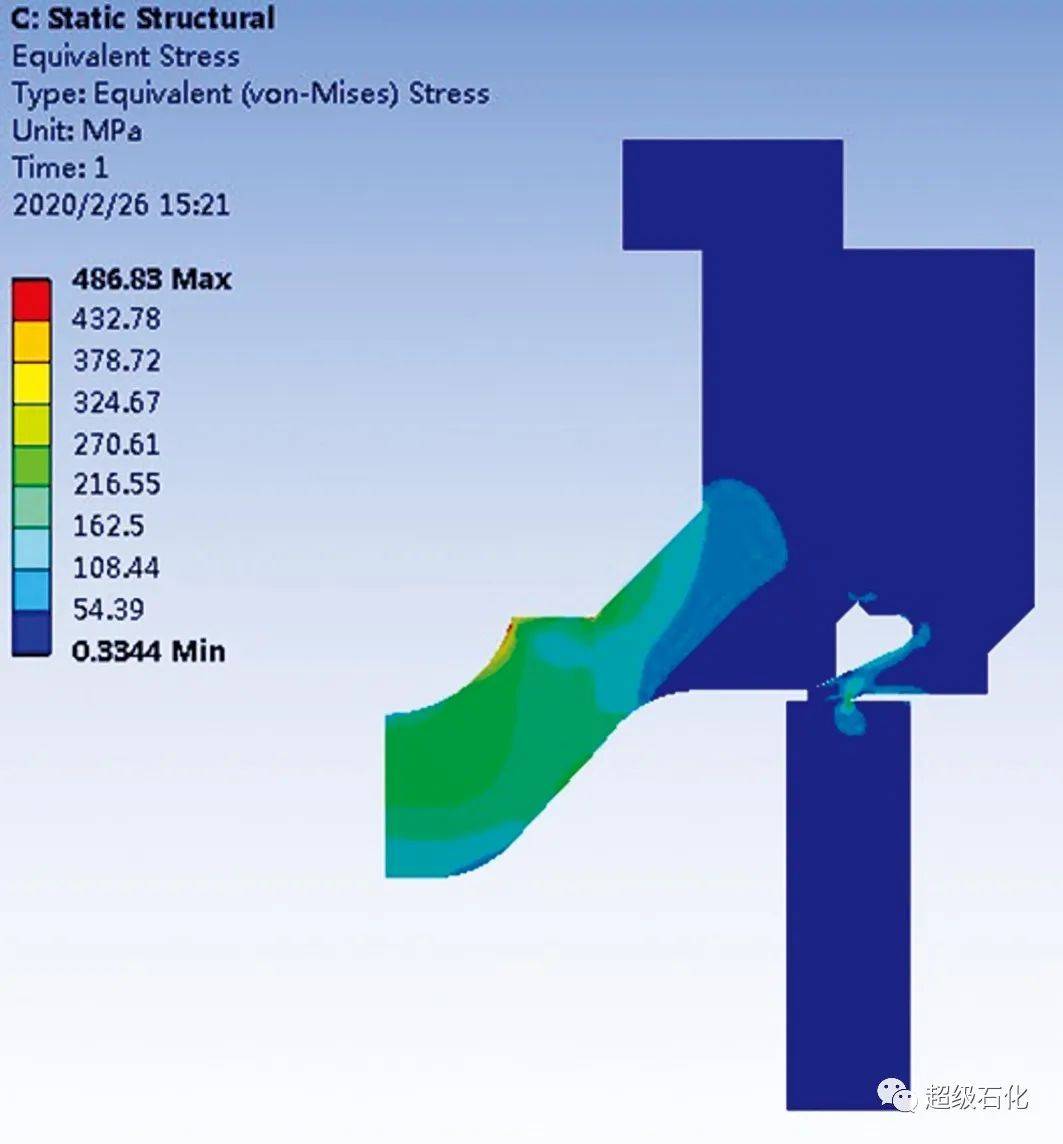
图3 阀瓣应力云图
2.4 阀座设计
安全阀阀座长期承受高温高压蒸汽作用。阀座作为安全阀中关键承压件,需要严格保证其结构强度满足要求。按照以下阀座壁厚计算公式对阀座强度进行校核。阀座壁厚计算示意图见图4。
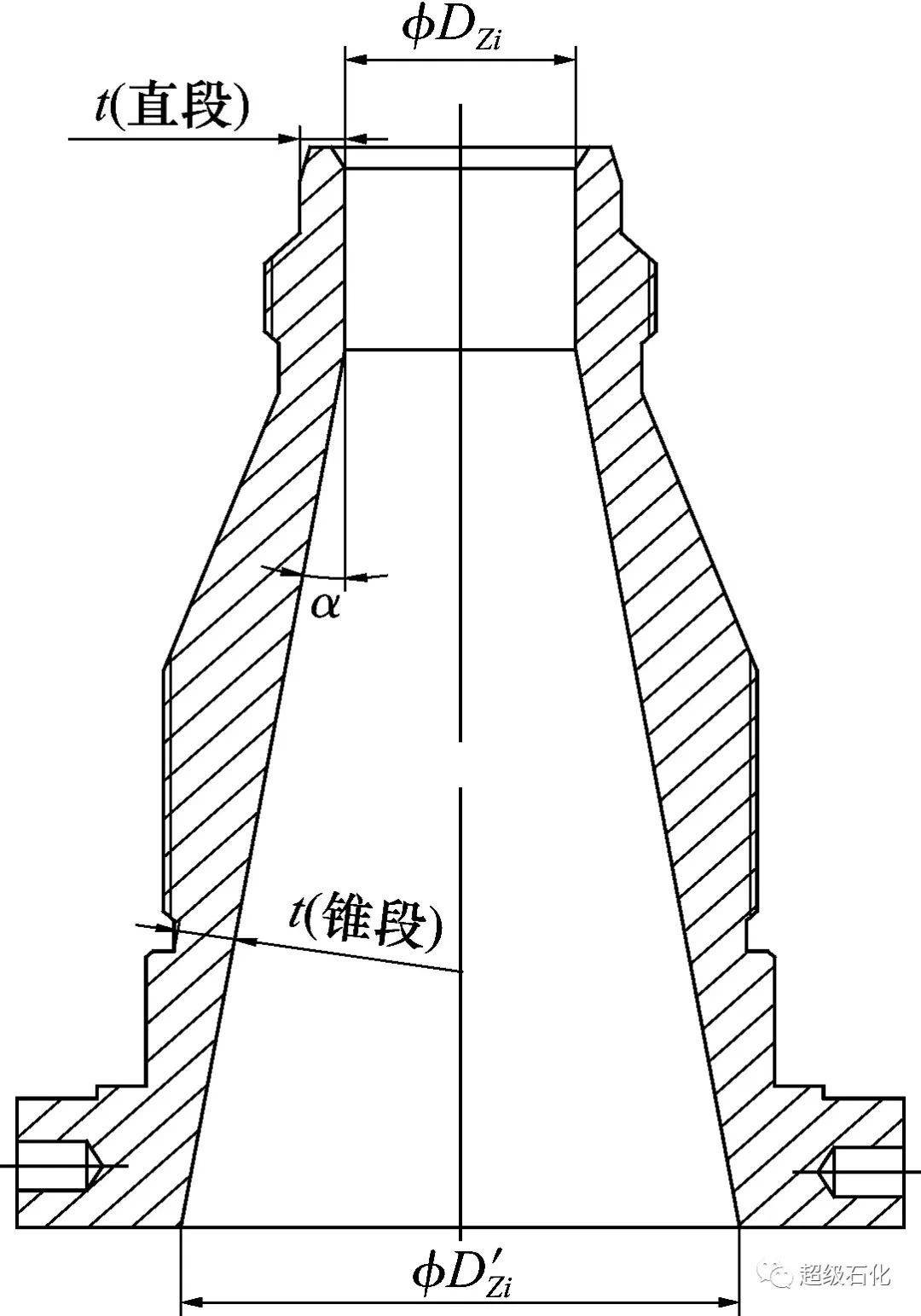
图4 阀座壁厚计算示意
t(壁厚)
式中,α为半锥角,为阀座入口直径,mm;P为设计压力,取入口公称压力,MPa。
同时,阀座的选材应重点关注材料在高温下的强度和蠕变性能。为提高阀座密封面的耐热性、耐磨性和硬度,保证阀门的密封性,在阀座密封面堆焊钴基合金Stellite1。
2.5 调节圈的设计
采用上下双调节圈结构设计,见图5。上调节圈用来调节全开启压力,即排放压力,下调节圈用来调节回座压力,可以精确调整回座压力和排放压力,利用蒸汽流动产生的反力和张力来保证阀门在3%的超压范围内达到全排量开启。同时也能充分利用安全阀进口蒸汽提供回座背压,并可调节以达到启闭压差的要求[2]。该种超压低、启闭压差小的特性既可有效保护系统的安全,又能避免蒸汽过量的泄放,最终降低系统的能量损失。
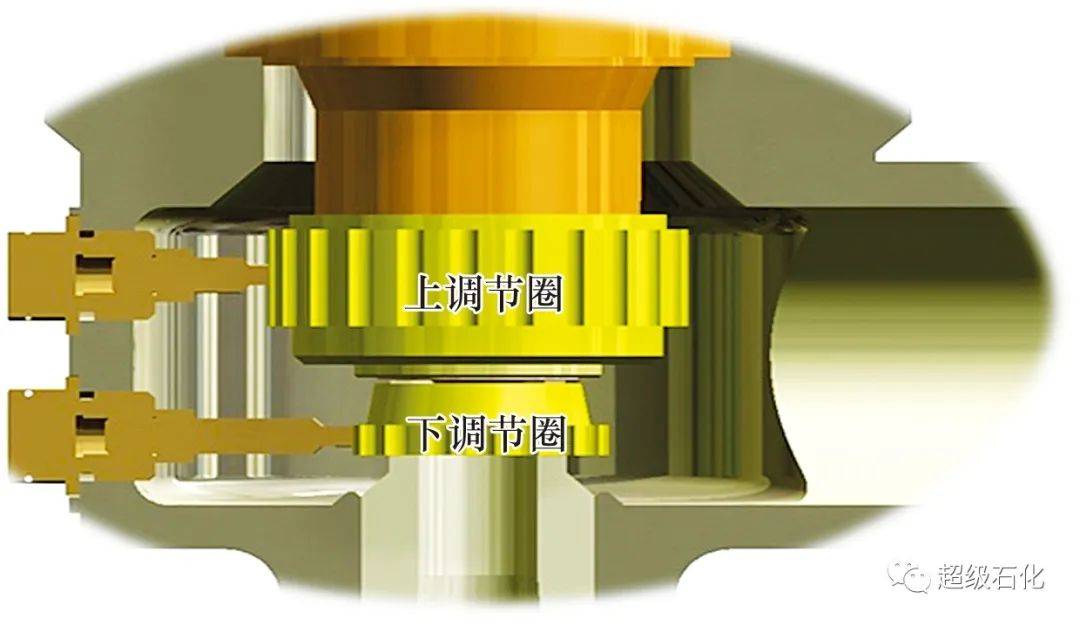
图5 双调节环结构
2.6 弹簧材质的选择
此次国产化的安全阀弹簧一律选择高温合金钢材料制作,表面涂镀高温漆防腐处理。弹簧在绕制后,需进行消除塑性变形的立定处理,将弹簧缓慢压至圈与圈相接触3~5次。之后,进行热强压处理,热强压处理要保持恒温,将弹簧压至并圈负荷下进行热强压处理,应在210 ℃下保温24 h以上,以提升弹簧的热稳定性。
2.7 散热结构设计
改良安全阀结构,保证良好的散热功能,防止高温蒸汽对弹簧产生不利影响。对整体安全阀进行温度场仿真,得到温度场分布,见图6。仿真结果表明,改良的结构散热效果良好,当介质温度为500 ℃时,弹簧处温度小于75 ℃。考虑到安全阀实际在线状态处于常闭,该状态下弹簧及内件温度更低。
2.8 试用改进情况
2017年底,在1号裂解炉汽包上试用两台,但投用半年后,出现安全阀微漏蒸汽的情况,拆检分析认为:泄漏应为阀门整体热应力变形量大于弹性阀瓣的弥补能力,造成密封面受力不均和阀瓣密封力不够所致[3]。为了提高密封可靠性对阀门制造做了如下改进:
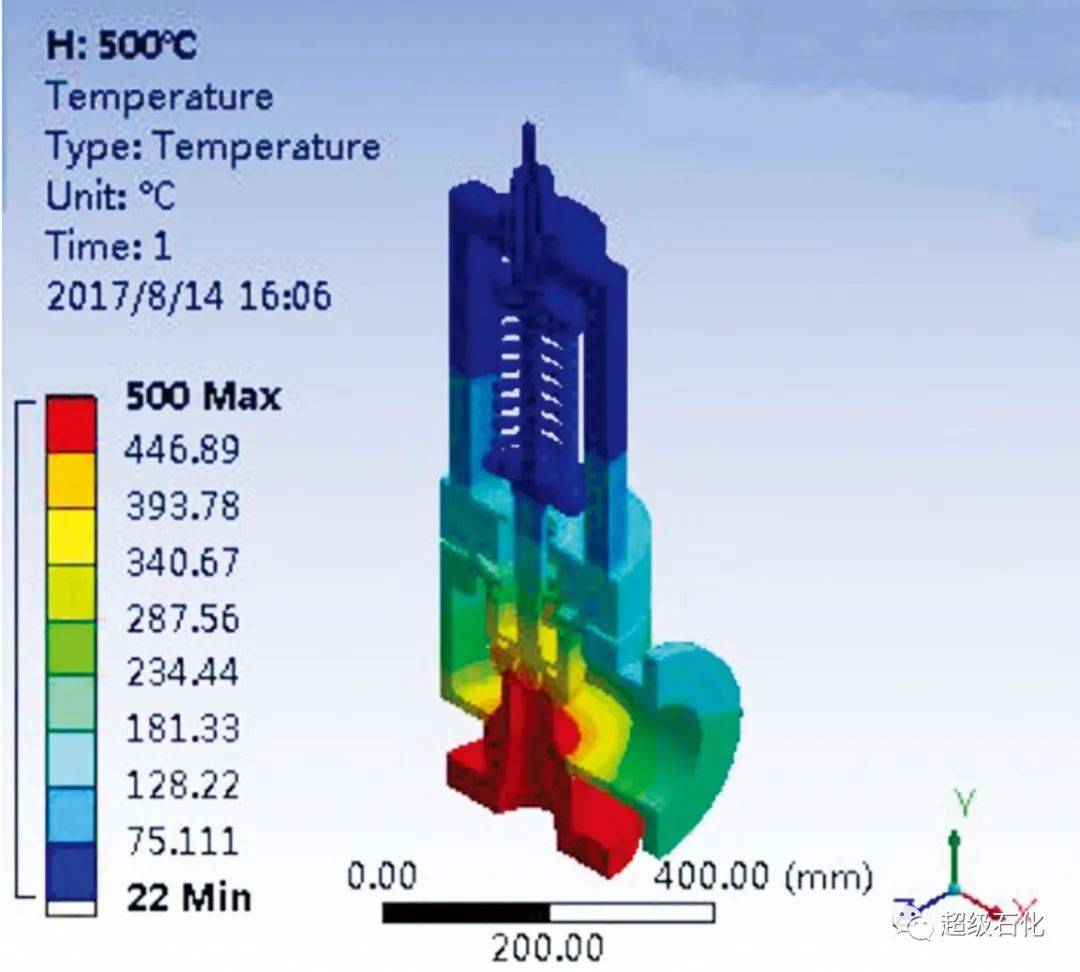
图6 安全阀温度场分布图
(1)对阀体和阀盖进行两次人工时效处理,减少铸造应力的影响。
(2) 对堆焊并进行粗加工后的阀体组件,在最后的精加工前对阀杆进行去应力热处理。
(3)对出厂安全阀进行冷态及热态密封性试验,建议泄漏等级提高一级验收。
两台经过改造的安全阀在2018年底投用,已平稳运行近一年,国产化工作初见成效。
3 结 论
(1)目前在用高温高压安全阀以进口设备为主,经过长周期运行,经常出现阀芯缺陷或弹簧应力松弛等问题,维修难度大、费用高且效果还不理想,所以在安全阀采购前期就要充分交流,在技术协议中明确厂家需提供的数据资料,为后期的维修提供便利。日常维修也要建立档案,记录阀门各配合间隙等关键数据,积累经验,才能提高维修的成功率。依托有成熟经验、有完善的热处理和精加工的专业单位维修,考虑到该维修难度大,可适当延长维修质保期。
(2) 高温高压安全阀安装的好坏,直接影响安全阀阀芯阀座的密封性能,特别是对高温工况下的正常运行非常重要。高温高压安全阀一般每年进行一次在线定压,应选择灵敏度高的定压设备,灵敏度低的定压设备会使安全阀出现频跳现象,损坏密封面,导致内漏。
(3)近几年部分阀门厂开展了高温高压安全阀国产化工作,但效果不甚理想,考虑该类安全阀的重要性,因此务必要求国产化厂家应具有锅炉安全阀ASME第Ⅰ章的专业认证。要求安全阀出厂在空气试验基础上必须进行热态试验,在阀门内件选材、阀芯阀座热处理、密封面精加工和出厂试验标准等方面尽量提高等级要求,确保可靠性。
